|
Мета роботи: вивчити конструкцію і методи настройки
універсальної лімбової ділильної головки; отримати навички в
практичному застосуванні ділильної головки.
1 ТЕОРЕТИЧНІ ВІДОМОСТІ
Ділильні головки призначені для
здійснення періодичних поворотів заготовки на рівні, а інколи і на
нерівні долі кола. Вони застосовуються при обробці різних ріжучих
інструментів: гайкорізів, розверток, фрез, зенкерів тощо;
нормалізованих деталей машин: болтів, гайок, зубчастих коліс і інших
деталей на верстатах фрезерної та шліфувальної груп.
Існує кілька конструкцій
ділильних головок: лімбові, безлімбові, оптичні та інші. Найбільше
поширення в промисловості отримали універсальні лімбові ділильні
головки УДГ (рис. 49). Вони мають чавунну основу 1, корпус 4, який
може повертатися на певний кут у вертикальній площині, ділильний
лімб 2, приводну рамку з рукояткою 3. В корпусі розташований
шпиндель 6, на передньому кінці якого може встановлюватися пристрій
для закріплення деталі.
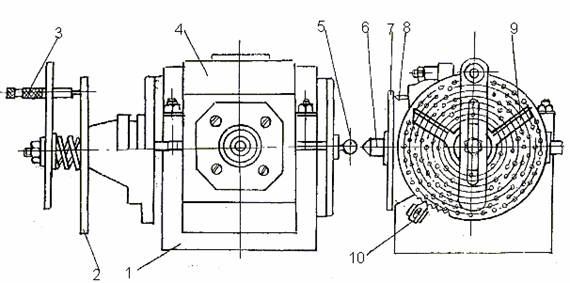
Рисунок 49 –
Загальний вигляд універсальної лімбової ділильної головки
На шпинделі є диск 7
для безпосереднього ділення, який має 360 поділок. Таким чином, ціна
поділки 1°. В деяких конструкціях УДГ диск 7 має 24 отвори.
На шпинделі закріплене
черв'ячне колесо
Z0
(рис. 50), яке одержує обертання від черв'яка К,
розташованого в ексцентричній втулці. Черв'як може бути введеним в
зачеплення з черв'ячним колесом або виведеним з нього поворотом
ексцентричної втулки за допомогою рукоятки 5 (рис. 49). Ділильний
лімб 2 має з обох боків ряд концентричних кіл з різним числом глухих
отворів, розташованих на цих колах. Так, з одного боку лімба числа
отворів 16, 17, 19, 21, 23, 29,
30,
31 і з другого 33, 37, 39, 41, 43, 47, 49, 54. На валі ділильного
лімба встановлена конічна шестерня, а також приводна рамка, що має
рукоятку з фіксатором, який своїм вістрям може вставлятися в
будь-який отвір на лімбі. Приводна рамка може переміщуватися в
радіальному напрямі для установлення рукоятки на потрібний ряд
отворів на лімбі. До ділильного лімба за допомогою пружини
притиснутий поворотний сектор з двома розсувними лінійками.
1.1 Настройка ділильних
головок для безпосереднього ділення
Цей вид
ділення здійснюється для випадків, що не потребують великої
точності ділильних поворотів. Він має обмежене використання. Черв'як
виводиться з зачеплення з черв'ячним колесом. Заготовка вручну
повертається по шкалі диска 7 на потрібний кут
a
= 360/Z,
де
Z
– число, на яке потрібно поділити заготовку.
1.2 Настройка ділильних головок
при простому діленні (рис. 50)
Цей спосіб найбільш поширений.
Ділильний лімб за допомогою спеціального стопора 10 з'єднується з
корпусом головки. Черв'як вводиться в
зачеплення з черв'ячним колесом. Кількість обертів рукоятки 3 (рис.
49), необхідна для обертання шпинделя на 1/Z
частину кола (Z
- число, на яке потрібно поділити заготовку), може бути визначена
так:
np =
N/Z,
де
N - характеристика
ділильної головки, .що являє собою число обертів рукоятки 3, яке
треба зробити, щоб шпиндель головки зробив один повний оберт.
N =
Z0/K,
де
Z0 - число
зубців черв'ячного колеса,
К
- число заходів черв'яка.
У ділильних головок УДГ
черв'ячне колесо найчастіше має 40 зубців, а черв'як виконаний
однозахідним. У цьому випадку
N =
Z0 / K
= 40 / 1 = 40.
Якщо кількість обертів рукоятки
nр -
число дробове, то цей дріб потрібно перетворити у такий вигляд:
np
= N / Z = A + a/b = A + am / bm,
де А
- ціле число обертів рукоятки;
a/b -
правильний простий нескоротний дріб;
m -
спільний множник для a і
b, вибраний таким
чином, щоб добуток bm
дорівнював одному з чисел отворів, що є
на ділильному лімбі;
am - число ділень
(кроків), на яке треба повернути рукоятку по колу, що має
bm отворів.
Для зручності відлічування по
ділильному лімбу використовують поворотний сектор (рис. 49),
розсувні ніжки якого встановлюються так, щоб число потрібних ділень
am було між
скошеними краями ніжок. Штифт рукоятки переставляють між першою і
другою ніжками, після чого сектор повертають так, щоб його перша
ніжка знову торкнулась штифта і тим самим друга вказала границю його
чергового переміщення.
Приклад 1. Виконати розрахунки,
потрібні для фрезерування зубчастого колеса
Z = 35, якщо
характеристика головки N =
40.
Число обертів рукоятки
np =
N/Z = 40 /
35 = 1 + 1 / 7 = 1 + 1×3
/ 7×3
= 1 + 3 / 21.
Після фрезерування кожного
зубця треба рукоятку повернути на повний оберт і 3 відстані між
центрами отворів по колу з 21 отвором.
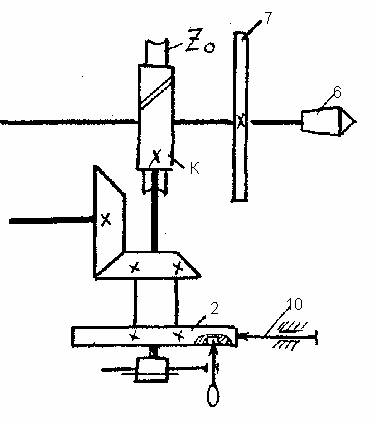
Рисунок 50 –
Кінематична схема ділильної головки при простому діленні
1.3 Настройка ділильної головки
для диференціального ділення (рис.
51)
Диференціальний метод ділення
застосовують у тих випадках, коли неможливо здійснити просте ділення
через відсутність необхідного числа отворів на ділильному лімбі.
Суть цього методу полягає в
тому, що потрібний поворот заготовки здійснюється як результат двох
рухів:
1) обертання рукоятки відносно
ділильного лімба;
2) додаткового обертання самого
ділильного лімба.
Отже, поворот рукоятки
здійснюється відносно лімба, який обертається.
Обертання лімба передається від
шпинделя через змінні зубчасті колеса гітари з передаточним
відношенням іг =
 і
постійну конічну зубчасту передачу. Лімб при цьому вивільняється від
стопора, що з'єднує його з корпусом головки. і
постійну конічну зубчасту передачу. Лімб при цьому вивільняється від
стопора, що з'єднує його з корпусом головки.
При диференціальному діленні
для визначення числа обертів np
рукоятки 3, необхідного для повороту заготовки на 1/Z
частину кола, застосовують ту саму формулу, що й при простому
діленні:
np =
N / Zнаб,
де
Zнaб -
наближене число ділень, що близьке до Z
і задовольняє умови простого ділення.
При цьому шпиндель головки
повернеться на 1/Zнaб
частину обертання замість необхідної 1/Z
частини. Помилка в повороті шпинделя, яка дорівнює 1/Z
– 1/Zнaб ,
компенсується поворотом самого ділильного лімба, який і повинен
повернутися саме на цю частину кола.
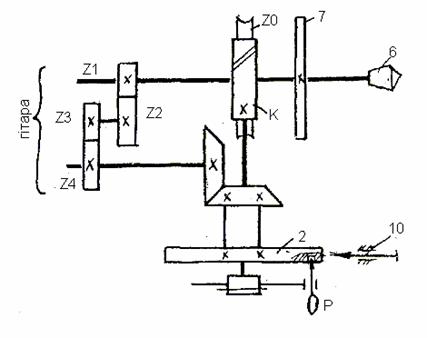
Рисунок 51 –
Кінематична схема ділильної головки
при диференціальному
діленні
Передаточне відношення
змінних коліс гітари визначається за формулою
іг =
N / Zнaб
(Zнaб
– Z).
Якщо
Zнaб < Z
то іг
має від'ємне значення. При цьому ділильний лімб повинен обертатися
в бік, протилежний рукоятці, що досягається встановленням проміжного
(паразитного) колеса між колесами Z1
i Z2
або Z3
i Z4
.
Для настроювання гітари, тобто
для визначення числа зубців коліс Z1,
Z2,
Z3
i Z4
звичайно до ділильних головок надається
комплект зубчастих коліс з числами зубців від 20 до 100, кратних 5
(так званий “п’ятірковий" набір), який дає змогу підібрати зубчасті
колеса для забезпечення будь-якого передаточного відношення.
Приклад 2. Настроїти ділильну
головку для фрезерування зубчастого колеса
Z = 67 якщо
характеристика головки N
= 40. В даному випадку просте ділення
здійснити неможливо тому що дріб 40/67
нескоротний, а на ділильному лімбі немає 67 отворів. Ділимо
диференціальним методом. Беремо Zнaб
= 68, тоді
іг
= =
(N
/ Zнaб)×(Zнaб
– Z)
= (40 / 68)×(68
– 67) = 40/68.
Цей дріб потрібно перетворити
так, щоб з "п'яткового" набору можна було підібрати зубчасті колеса
Z1,
Z2,
Z3
i Z4,
маючи на увазі, що в наборі є тільки по одному колесу з визначеним
числом зубців в межах від 20 до 100:
 . .
іг =
=
40 / 68 = .
При підборі зубчастих коліс
потрібно також враховувати умову зчеплюваності коліс в гітарі:
Z1
+ Z2
> Z3
на 10...15 зубців і
Z1
+ Z4
> Z2
на 10...15 зубців. У нашому прикладі Z1
= 25, Z2
= 20, Z3
= 40, Z4
= 85. Z1
+ Z2
> Z3
, але всього на 5 зубців, що не задовольняє умову зчеплюваності
коліс. Тому беремо Z1
= 75, Z2
= 60. Передаточне відношення при цьому не зміниться, а умова
зчеплюваності буде виконана.
Число обертів рукоятки 3 для
здійснення ділильного повороту заготовки 1/68 :
np =
N/Zнaб
= 40 / 68 = 5 / 17.
Таким чином, рукоятку 3
необхідно повернути на 5 поділок круга, що має 17
отворів.
2 ПОРЯДОК ВИКОНАННЯ РОБОТИ
1. Вивчити конструкцію
універсальної лімбової ділильної головки та методи її настройки.
2. За індивідуальним завданням
(табл. 10) настроїти головку на просте та
диференціальне ділення. Характеристика головки
N = 40.
3 ЗМІСТ ЗВІТУ
Звіт про виконану
роботу повинен вміщувати:
1.
Короткі теоретичні відомості про ділильні головки.
2. Кінематичні схеми
ділильних головок для простого і диференціального ділення.
3. Розрахунки,
необхідні для настройки головки на просте і диференціальне ділення.
Таблиця
10
–
Варіанти завдань
|
Варіант |
Число
ділень |
Варіант |
Число
ділень |
|
1 |
25, 57 |
9 |
54, 77 |
|
2 |
26, 59 |
10 |
56, 79 |
|
3 |
27, 63 |
11 |
58, 81 |
|
4 |
28, 67 |
12 |
60, 83 |
|
5 |
44, 69 |
13 |
72, 97 |
|
6 |
46, 71 |
14 |
76, 101 |
|
7 |
48, 73 |
15 |
78, 113 |
|
8 |
52, 75 |
16 |
80, 127 |
4 КОНТРОЛЬНІ ПИТАННЯ ДЛЯ
САМОПІДГОТОВКИ
1.
Методи поділу на універсальних ділильних
головках.
2.
Налагодження ділильної головки на
фрезерування спіральних канавок.
3.
Налагодження ділильної головки для
безпосереднього ділення.
4.
Налагодження ділильної головки для
диференціального ділення.
|



