Практичні завдання та задачі
Задача № 10.1
На підприємстві необхідно обробити партію деталей, яка складається з 7 виробів і при цьому число операцій оброблене складає 5, норми часу на операції становлять: t1=15, t2=40, t3=10, t4=11, t5=18.обчислити тривалість циклу обробки партії.
Задача № 10.2
Визначити кількість верстатів, необхідних для виготовлення виробів, якщо підприємство працює 22 дні в 2 зміни по 8 годин. Коефіцієнт виконання норми 1,1. Виробнича потужність за місяць 2000 шт. Втрати часу на ремонт обладнання 4%. Норма часу на виготовлення виробу 0,5 години.
Задача № 10.3
Кількість деталей у партії – 12 шт. Вид руху деталей послідовний. Технологічний процес обробітку деталей складається з шести операцій: t1 = 4, t2 = 6, t3 = 6, t4 = 2, t5 = 5, t6 = 3 (хв.). Кожна операція виконується на одному верстаті. Визначити, як зміниться тривалість обробітку партії деталей, якщо послідовний вид руху змінити послідовно-паралельним.
Задача № 10.4
Партії деталей у 10 шт. обробляються при послідовно-паралельному виді руху. Технологічний процес обробітку деталі складається з таких операцій: t1 = 2, t2 = 9, t3 = 5, t4 = 8, t5 = 3, t= = 4 (хв.). Є можливість об’єднати п’яту та шосту операції в одну, п’яту, (без зміни тривалості кожної окремо). Визначити, як зміниться тривалість обробки партії деталей.
Задача № 10.5
Партія деталей у 20 шт. обробляється при послідовно-паралельному виді руху. Технологічний процес обробки складається з семи операцій: t1 = 8, t2 = 5, t3 = 4, t4 = 3, t5 = 9, t6 = 2, t7 = 6 (хв.). Внаслідок удосконалення технології тривалість першої операції можна зменшити на 2 хв., п’ятої – на 4 хв. Визначити, як зміниться тривалість обробітку партії деталей.
Задача № 10.6
Визначити тривалість технологічного циклу обробки 60 деталей при паралельному русі. Заготовки передаються з операції на операцію партіями із 6-ти шт. Технологічний процес обробки деталі складається з таких операцій :
– токарна –15 хв.;
– фрезерна –10 хв.;
– свердлильна – 2 хв.;
– шліфувальна – 8 хв.
Задача № 10.7
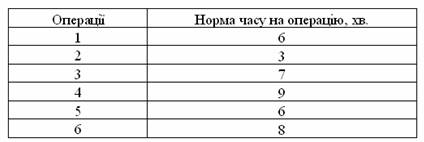
Визначити тривалість технологічного циклу обробки деталей 50 шт. при послідовному виді руху їх у виробництві. Побудувати графік циклу обробки. Технологічний процес складається з наступних операцій:

Задача № 10.8
Визначити тривалість технологічного циклу обробки партії деталей і побудувати графіки послідовного, паралель ного і паралельно-послідовного виду руху. Розмір партії – 5 штук. Обробка деталей проводиться 4-ма операціями:
- токарна – 3 хв.;
- фрезерна – 4 хв.;
- шліфувальна – 3 хв.;
- різьбонакатна – 5 хв.
Зробити висновки щодо ефективності різних видів руху деталей у процесі виробництва.
Задача № 10.9
Потокова лінія має розрахунковий такт 8 хв., працює у дві зміни по 8 годин. Технічні втрати часу плануються в розмірі 5,5 % від фонду часу. На лінії 7 операцій. Тривалість операції: першої – 16 хв., другої – 24 хв., третьої – 8 хв., четвертої – 8 хв., п’ятої – 32 хв., шостої – 16 хв., сьомої – 8 хв. Визначити квартальний (65 днів) випуск деталей на потоковій лінії, кількість робочих місць та їх завантаження.
Задача № 10.10
У цеху базова деталь обробляється наступними операціями:
Вид руху послідовний, розмір партії – 3 шт.
Планується переведення обробки деталі на потік, для цього на першій операції буде встановлено 3 верстати, на третій операції – 2 верстата.
Розрахувати тривалість циклу обробки партії цих деталей при послідовному, паралельно-послідовному і паралельному виді руху, прискорення циклу обробки і побудувати графіки цих видів руху.
Задача № 10.11
Розрахувати основні параметри складального конвеєра (такт, темп, швидкість руху, довжину лінії) на основі таких даних: програма на рік 12 000 машин, розташування – одностороннє, довжина між двома машинами на конвеєрі – 1 м, довжина машини яку збирають на конвеєрі – 3 м, кількість робочих місць – 25. Потокова лінія працює у дві зміни по 8 годин. Втрати часу на ремонт 4 %. У році 254 робочі дні.
Задача № 10.12
Розрахувати основні параметри складального конвеєра (такт потоку, темп, швидкість руху, довжину лінії) на основі таких даних: квартальна програма – 2 000 машин, розташування робочих місць – одностороннє, довжина між двома машинами на конвеєрі – 0,5 м, довжина машини, яку збирають на конвеєрі – 3,5 м, кількість робочих місць – 20. Потокова лінія працює у дві зміни по 8 годин. Витрати часу на ремонт 4 %. У кварталі 65 робочих днів.
Задача № 10.13
Визначити місячний випуск продукції потокової лінії, кількість верстатів на кожній операції та їх завантаження, якщо такт потоку – 10 хв., режим роботи двозмінний, тривалість зміни – 8 годин. Кількість робочих днів у місяці – 22. Регламентовані перерви – 2,5 %. Технологічний процес обробки наступний:
– фрезерувальна – 40 хв.;
– розточувальна – 20 хв.;
– свердлильна – 30 хв.;
шліфувальна – 28 хв.
Задача № 10.14
Визначити необхідну довжину складального конвеєра, а також швидкість його руху при наступних умовах: змінна програма лінії складання – 150 механізмів, крок конвеєра – 2 м, на складанні зайнято 12 робітників, регламентовані перерви для відпочинку за зміну – 30 хв.
Задача № 10.15
Радіоприймач збирають на конвеєрі. Змінна програма лінії – 34 приймачі, трудомісткість складання приймача – 5 год. 25 хв., крок конвеєра – 1,6 м, регламентовані зупинки лінії для відпочинку робітників – 7 %, робочі місця розміщені з однієї сторони конвеєра. Визначити такт, число робочих місць, швидкість руху, довжину конвеєра.
Задача № 10.16
Визначити такт і ритм потокової лінії. Програма випуску за місяць – 19 000 деталей, робочі дні – 22, тривалість зміни – 8 год., регламентовані втрати на відпочинок – 10 %, режим роботи – 2 зміни, розмір партії деталей – 12 шт.
Задача № 10.17
Потокова лінія, яка обладнана робочим конвеєром безперервної дії, має параметри: крок конвеєра – 1,35 м, довжина конвеєра – 27 м. Конвеєр працює у дві зміни по 8 год. Перерви на відпочинок 30 хв. у зміну. Програма випуску за добу – 30 шт. Розрахувати параметри потокової лінії
Задача № 10.18
Визначити річну продуктивність потокової лінії, кількість робочих місць, їх завантаження, якщо лінія працює у дві зміни по 8 год. Регламентовані перерви – 30 хв. на зміну. У році 365 календарних днів, святкових і вихідних – 112. Такт потокової лінії – 5 хв.
Технологічний процес виготовлення деталей
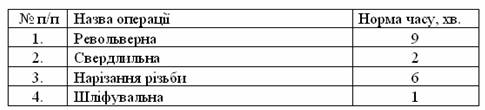
Задача № 10.19
Визначити такт лінії, розрахувати необхідне число робочих місць і коефіцієнт їх використання, швидкість конвеєра, довжину, якщо змінна програма лінії – 250 вузлів, крок конвеєра – 1 м, регламентована перерва для відпочинку – 40 хв. Робота проводиться у дві зміни, тривалість зміни 492 хв. Технологічний процес обробки наводиться в таблиці:

Задача № 10.20
Визначити тривалість технологічного циклу обробки партії деталей у 4 шт. при послідовному, паралельному та послідовно-паралельному видах руху.
Технологічний процес обробки деталі складається із наступних операцій:
– токарна – 8 хв.;
– свердлильна – 4 хв.;
– шліфувальна – 6 хв.;
– фрезерувальна – 10 хв.