1.8 Випробування на надійність
Випробування на надійність поділяються на визначальні та контрольні.
Визначальні випробування (determining tests) ТЗ на надійність проводяться з метою визначення фактичних кількісних показників надійності для одного з варіантів випробувань, що відповідають заданим умовам застосування.
Визначальні випробування проводяться після освоєння знову розроблених або модернізованих ТЗ на зразках, виготовлених уже за технологією, що відповідає передбачуваному виду (серійному або масовому) виробництва. При визначальних випробуваннях виконується також перевірка закону розподілу відмов для даного виду ТЗ.
Результати визначальних випробувань служать підставою для оцінки відповідності фактичних показників надійності ТЗ вимогам технічних умов (ТУ).
Контрольні випробування (proof-testing) ТЗ на надійність проводяться з метою контролю відповідності кількісних показників надійності відповідним стандартам або ТУ. Ці випробування проводяться періодично в терміни, передбачені стандартами або технічними умовами на даний ТЗ.
Оскільки контроль надійності виконується на основі випробувань вибірки, то при прийнятті рішень можливі два види помилок:
- помилка першого роду, коли добра партія бракується;
- помилка другого роду, коли погана партія приймається за добру.
Ймовірність помилки першого роду називається ризиком виробника і позначається буквою ![]() . Ймовірність помилки другого роду називається ризиком споживача і позначається буквою
. Ймовірність помилки другого роду називається ризиком споживача і позначається буквою ![]() . Дуже часто беруть
. Дуже часто беруть ![]() .
.
Існує три основних статистичних методи контролю надійності:
– метод одноразової вибірки (одиночний контроль);
– метод дворазової вибірки (подвійний контроль);
– метод послідовного аналізу.
Сукупність умов випробувань контрольованих ТЗ і правил прийняття рішень називається планом контролю. Під сукупністю умов випробувань розуміються умови приймання і бракування, задані значення ![]() і
і ![]() , встановлений об’єм випробувань тощо. Правила прийняття рішень визначаються методами контролю. Через те що число сполучень різних умов випробувань і правил прийняття рішень може бути значущим, то і кількість різних планів досить велика.
, встановлений об’єм випробувань тощо. Правила прийняття рішень визначаються методами контролю. Через те що число сполучень різних умов випробувань і правил прийняття рішень може бути значущим, то і кількість різних планів досить велика.
Метод одноразової вибірки полягає в тому, що з контрольованої партії об’ємом ![]() береться одна випадкова вибірка обсягом
береться одна випадкова вибірка обсягом ![]() ТЗ. Виходячи з
ТЗ. Виходячи з ![]()
![]()
![]() і
і ![]() , встановлюються оціночні нормативи (приймальний і бракувальний рівні)
, встановлюються оціночні нормативи (приймальний і бракувальний рівні) ![]() і
і ![]() . Якщо вибіркове значення контрольованого параметра менше або дорівнює
. Якщо вибіркове значення контрольованого параметра менше або дорівнює ![]() , то партія приймається, якщо більше або дорівнює
, то партія приймається, якщо більше або дорівнює ![]() , то партія бракується.
, то партія бракується.
Коли обсяг партії ![]() при випробуваннях відновлюваних ТЗ або коли
при випробуваннях відновлюваних ТЗ або коли ![]() , то використовують біноміальний закон розподілу відмов, відповідно до якого:
, то використовують біноміальний закон розподілу відмов, відповідно до якого:
 , (1.95)
, (1.95)
 , (1.96)
, (1.96)
де ![]() – число поєднань із
– число поєднань із ![]() елементів по
елементів по ![]() (d – встановлена кількість відмов).
(d – встановлена кількість відмов).
Послідовний метод контролю не передбачає попереднього визначення об’єму вибірки. Інформація про надійність ТЗ, що випробовуються, накопичується при послідовно зростаючому обсязі випробувань. На кожнім етапі випробувань zm із заздалегідь визначеними оціночними нормативами:
![]() , (1.97)
, (1.97)
![]() . (1.98)
. (1.98)
При цьому можуть бути прийняті три рішення:
При послідовному методі контролю можливі два способи контролю: контроль числа дефектних ТЗ і контроль за напрацюванням.
При контролі числа дефектних ТЗ для малосерійної партії (![]() ), що складається з
), що складається з ![]() ТЗ, відношення правдоподібності zmбуде дорівнювати
ТЗ, відношення правдоподібності zmбуде дорівнювати
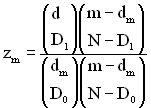 , (1.99)
, (1.99)
де ![]() – число дефектних ТЗ у вибірці об’ємом
– число дефектних ТЗ у вибірці об’ємом ![]() ТЗ;
ТЗ;
![]() – число дефектних ТЗ у партії високої надійності;
– число дефектних ТЗ у партії високої надійності;
![]() – число дефектних ТЗ у партії низької надійності.
– число дефектних ТЗ у партії низької надійності.
Для визначених значень ![]() 0, 1, 2, 3, … розраховуються приймальні
0, 1, 2, 3, … розраховуються приймальні ![]() і бракувальні
і бракувальні ![]() об’єми випробувань:
об’єми випробувань:
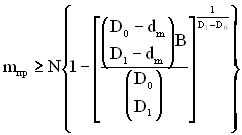 , (1.100)
, (1.100)
 , (1.101)
, (1.101)
і будується графік (план) випробувань (рис. 1.4).
На графіку (рис. 1.4) прийняті такі позначення:
П – область приймання, що лежить нижче лінії 1;
Б – область бракування, що лежить вище лінії 2;
ПВ – область продовження випробувань, що лежить між лініями 1 та 2.

Рисунок 1.4 – Графік випробувань для малосерійної партії
Графік контролю надійності будується за трьома характеристичними точками:
![]() ;
; ![]() , (1.102)
, (1.102)
![]() ;
; ![]() , (1.103)
, (1.103)
![]() ;
; ![]() . (1.104)
. (1.104)
Для контролю надійності великих партій (![]() ) і відновлюваних ТЗ користуються біноміальними планами
) і відновлюваних ТЗ користуються біноміальними планами
 , (1.105)
, (1.105)
де ![]() – ймовірність відмови в кожному одиночному випробуванні для партії з високою надійністю;
– ймовірність відмови в кожному одиночному випробуванні для партії з високою надійністю;
![]() – ймовірність відмови в кожному одиночному випробуванні для партії з низькою надійністю.
– ймовірність відмови в кожному одиночному випробуванні для партії з низькою надійністю.
Приймальні і бракувальні числа дефектних ТЗ для m випробувань визначаються з умов:
![]() ,
, ![]() , (1.106)
, (1.106)
де
 , (1.107)
, (1.107)
 , (1.108)
, (1.108)
 . (1.109)
. (1.109)
План випробувань поданий на рис. 1.5 і побудований за трьома характеристичними точками:
![]() ;
; ![]() , (1.110)
, (1.110)
![]() ;
; ![]() , (1.111)
, (1.111)
![]() ;
; ![]() . (1.112)
. (1.112)
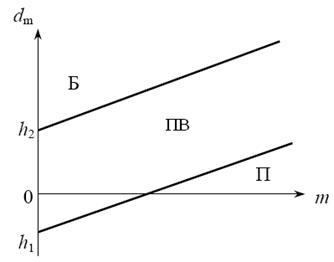
Рисунок 1.5 – Графік випробувань для великих партій
При ![]() можна використовувати розподіл Пуассона, тоді:
можна використовувати розподіл Пуассона, тоді:
 , (1.113)
, (1.113)
 , (1.114)
, (1.114)
 , (1.115)
, (1.115)
 . (1.116)
. (1.116)
Контроль за напрацюванням при експоненційному розподілі відмов здійснюється відповідно до правил (![]() – сумарна кількість напрацювань усіх ТЗ, що підлягають випробуваням):
– сумарна кількість напрацювань усіх ТЗ, що підлягають випробуваням):
Коефіцієнти ![]() ,
, ![]() та s визначаються за формулами:
та s визначаються за формулами:
![]() (1.117)
(1.117)
![]() (1.118)
(1.118)
 (1.119)
(1.119)
де ![]() – інтенсивність відмов надійної партії;
– інтенсивність відмов надійної партії;
![]() – інтенсивність відмов ненадійної партії.
– інтенсивність відмов ненадійної партії.
План випробувань, побудований за трьома характеристичними точкам при експоненційному розподілі відмов, показаний на рис. 1.6.
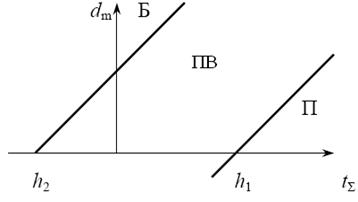
Рисунок 1.6 – Графік випробувань при експоненційному розподілі відмов
Характеристичні точки плану такі:
![]() ;
; ![]() , (1.120)
, (1.120)
![]() ;
; ![]() , (1.121)
, (1.121)
![]() ;
; ![]() . (1.122)
. (1.122)
При нормальному розподілі відмов і відомому середньому квадратичному відхиленні контроль за напрацюванням здійснюється відповідно до правил:
При нормальному розподілі відмов значення ![]() ,
, ![]() ,
, ![]() та s визначаються за формулами:
та s визначаються за формулами:
 , (1.123)
, (1.123)
 , (1.124)
, (1.124)
 , (1.125)
, (1.125)
![]() , (1.126)
, (1.126)
де ![]() – середнє напрацювання до відмови в партії з високою надійністю;
– середнє напрацювання до відмови в партії з високою надійністю;
![]() – середнє напрацювання до відмови в партії з низькою надійністю.
– середнє напрацювання до відмови в партії з низькою надійністю.
Характеристичні точки плану такі:
![]() ;
; ![]() , (1.127)
, (1.127)
![]() ;
; ![]() , (1.128)
, (1.128)
![]() ;
; ![]() . (1.129)
. (1.129)