4.2 Лиття під тиском
Лиття під тиском – це найпродуктивніший метод. Використовується у масовому виробництві. Виконується на спеціальних машинах, призначених для розплавлення матеріалу і подавання його під поршнем (тиск 50-250 МПа) в закриту охолоджувану пресформу, при розкритті якої виріб автоматично виштовхується. Пресформа – це збірний металевий пристрій, всередині якого знаходиться порожнина, яка за формою відповідає формі майбутньої деталі. Наступна операція – обрізання ливника, який знов іде на переплавку. Далі – механічна обробка, якщо вона потрібна.
Схема отримання виробів методом лиття під тиском наведена на рисунку 4.1.
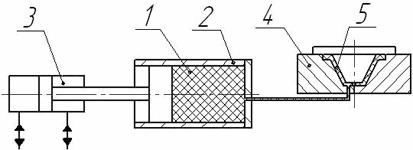
1 – розігріта термоформуєма композиційна суміш; 2 – розігрітий робочий циліндр; 3 – гідроциліндр для подачі під тиском виміряної кількості суміші в форму; 4 – ливарна форма; 5 – виріб. Для кожного виробу необхідно виготовляти свою прес-форму
Рисунок 4.1 – Схема отримання виробів методом лиття під тиском