4.6 Вакуумне формування
Вакуумне формування –
це метод
формування виробів з пластмасових листів. При вакуумному формуванні листові матеріали на основі термопластичних
полімерів завтовшки до
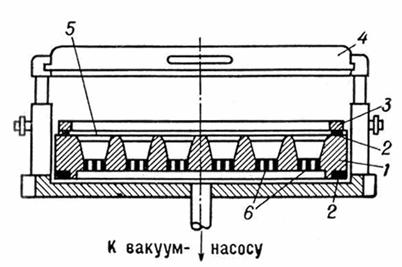
1 – форма-матриця; 2 – прокладки; 3 – притискна рама;
4 – електронагрівач; 5 – лист термопласту; 6 – отвори в матриці
Рисунок 4.6 – Вакуумно-формувальна установка
Вироби з великою глибиною витяжки проводять позитивним методом вакуумного формування (матеріал формується на поверхні опуклої форми-пуансона), вироби з малою глибиною витяжки – негативним методом (матеріал втягується в поглиблення форми-матриці). Оптично прозорі деталі (наприклад, ковпаки літакових кабін) отримують при так званим вільному вакуумному формуванні, коли півсфера, що утворюється в результаті перепаду тиску, не стосується стінок камери (форма при цьому методі не потрібна), завдяки чому готовий виріб має гладку поверхню.
4.6.1 Позитивний метод вакуумного формування
Позитивний метод вакуумного формування є одним з найпоширеніших процесів формування. Устаткування|обладнання| є порівняно дешевим, а процес по технологічності простіший, ніж при використанні механічної дії і тиску. При вакуумному формуванні лист ПК затискається в раму і нагрівається. Коли лист досягне еластичного стану, він опускається в негативну форму у вигляді заглиблення. Повітря видаляється з форми за допомогою вакууму і під дією атмосферного тиску гарячий лист облягає форму по всьому контуру. Після охолодження виріб витягується з форми. При глибокому негативному формуванні зазвичай відбувається потоншення нижніх кутових частин|часток| виробу. Це відбувається через те, що гарячий лист спочатку опускається на дно в центрі форми. Внаслідок потоншення листа в кутових частинах виробу можуть утворюватися тріщини.
4.6.2 Негативвний метод вакуумного формування
Процес позитивного формування схожий на процес прямого вакуумному формування за винятком того, що після затискання і нагріву листа його механічно натягують на вакуумовану форму і за рахунок різниці тиску він облягає «позитивну» (опуклу) матрицю. При цьому лист має скрізь свою початкову товщину. Це дозволяє проводити формування із співвідношенням глибина/діаметр = 4/1, проте технологічно процес складніший, ніж у випадку прямого формування. Позитивні матриці простіші у виготовленні і дешевші, ніж негативні, проте перші легше ушкоджуються. Позитивне формування також можна здійснювати при використанні тільки сили тяжіння (без вакууму).
Переваги вакуумного формування в порівнянні з іншими методами формування виробів з листа – малий питомий тиск, що дозволяє виготовляти форми з полімерів, що легко обробляються. Методом вакуумного формування отримують різні ємкості, вироби півсферичної форми, деталі холодильників і так далі.
Лиття під тиском і пресування дозволяють виготовляти заготовки, армовані металевими елементами, які підвищують міцність деталей, але пресформа і технологія при цьому ускладнюється.
Окрім перелічених методів із листової пластмаси товщиною до
При невисоких вимогах до точності виробів усі способи виготовлення пластмасових виробів дають змогу отримувати готову деталь. Лише для деяких точних деталей, наприклад втулок, необідна подальша обробка різанням.