Основи ливарного виробництва | Способи виготовлення металевих виробів
Лиття в одноразові піщані форми (Навчальний елемент №11)
Цілі
Закінчивши вивчення даного навчального елемента, студент повинен знати:
- елементарні відомості про отримання виливка в одноразовій формі;
- технологію виготовлення одноразових ливарних форм і стержнів ручним способом.
Переважну кількість виливків виготовляють в одноразових піщаних формах. Це лиття ґрунтується на використанні ручної праці при виготовленні ливарних форм, в яких отримують дрібні партії або унікальні виливки. Одним з найпоширеніших методів ручного формування є виготовлення форм в парних опоках.
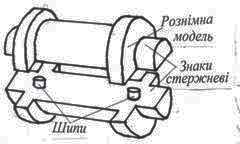 Розглянемо процес ручного формування у двох опоках за допомогою рознімної моделі (model). Модель – пристосування, за допомогою якого в ливарній формі створюється зовнішній контур майбутнього виливка. Модель повинна бути, як правило, розмінна, а частини моделі повинні добре центруватись між собою за допомогою двох шипів і відповідних їм отворів. Моделі, які є копіями майбутніх виливків можуть бути дерев'яними, металевими, пластиковими та іншими.
Розглянемо процес ручного формування у двох опоках за допомогою рознімної моделі (model). Модель – пристосування, за допомогою якого в ливарній формі створюється зовнішній контур майбутнього виливка. Модель повинна бути, як правило, розмінна, а частини моделі повинні добре центруватись між собою за допомогою двох шипів і відповідних їм отворів. Моделі, які є копіями майбутніх виливків можуть бути дерев'яними, металевими, пластиковими та іншими.
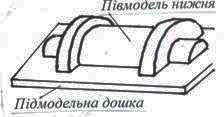 При ручному формуванні, наприклад, за роз’ємною (рознімною) дерев’яною моделлю, Спочатку укладають нижню половину моделі на модельну дошку площиною розняття.
При ручному формуванні, наприклад, за роз’ємною (рознімною) дерев’яною моделлю, Спочатку укладають нижню половину моделі на модельну дошку площиною розняття.
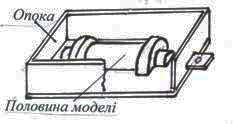
 Потім накривають опокою, яка являє собою жорстку металеву (інколи дерев’яну) рамку. Опока призначена для набивання в ній пів форми, утримання формовочної суміші що утворює ливарну форму, як при її виготовленні і транспортування, так і при послідуючої заливці і охолодження відливка.
Потім накривають опокою, яка являє собою жорстку металеву (інколи дерев’яну) рамку. Опока призначена для набивання в ній пів форми, утримання формовочної суміші що утворює ливарну форму, як при її виготовленні і транспортування, так і при послідуючої заливці і охолодження відливка.
 Щоб уникнути прилипання формової суміші до поверхні моделі останню припорошують графітовим порошком або наносять шар облицювальної суміші.
Щоб уникнути прилипання формової суміші до поверхні моделі останню припорошують графітовим порошком або наносять шар облицювальної суміші.
 В опоку засипають формувальну суміш, яка складаються з кварцового піску, глини і зв’язуючих матеріалів. Ці суміші повинні мати міцність готової форми, щоб струмінь рідкого металу не руйнував її при заливанні; пористість суміші необхідна для кращого вбирання газів, які виходять з рідкого металу; вогнетривкість необхідна щоб уникнути розплавленим частин форми і попадання їх у метал виливка.
В опоку засипають формувальну суміш, яка складаються з кварцового піску, глини і зв’язуючих матеріалів. Ці суміші повинні мати міцність готової форми, щоб струмінь рідкого металу не руйнував її при заливанні; пористість суміші необхідна для кращого вбирання газів, які виходять з рідкого металу; вогнетривкість необхідна щоб уникнути розплавленим частин форми і попадання їх у метал виливка.
 Для одержання кращого відтиску моделі формуючу суміш ущільнюють трамбівкою, а надлишок зрізують лінійкою на рівні верхньої кромки опоки.
Для одержання кращого відтиску моделі формуючу суміш ущільнюють трамбівкою, а надлишок зрізують лінійкою на рівні верхньої кромки опоки.
 Приготовлену пів форму разом з модельною дошкою перевертають на 1800
Приготовлену пів форму разом з модельною дошкою перевертають на 1800
 На нижню половинку моделі накладають верхню її половину. Установлюють за допомогою шипів.
На нижню половинку моделі накладають верхню її половину. Установлюють за допомогою шипів.
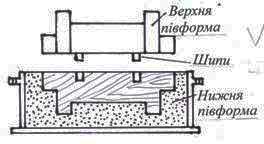
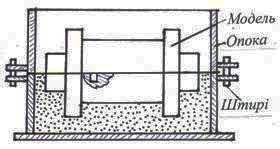 Тоді накладають ( встановлюють) нижню півформу верхньою опокою, які з’єднують між собою за допомогою штирів.
Тоді накладають ( встановлюють) нижню півформу верхньою опокою, які з’єднують між собою за допомогою штирів.
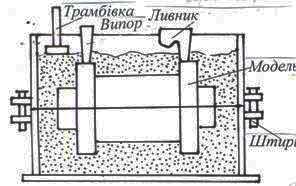 Установлюють моделі ливникової системи. Заповнюють верхню опоку сумішшю і знову її ущільнюють. При формуванні верхньої опоки встановлюють дерев’яні конуси, які утворюють канал для заливання металу – ливник, і канали для виходу газів – випори.
Установлюють моделі ливникової системи. Заповнюють верхню опоку сумішшю і знову її ущільнюють. При формуванні верхньої опоки встановлюють дерев’яні конуси, які утворюють канал для заливання металу – ливник, і канали для виходу газів – випори.
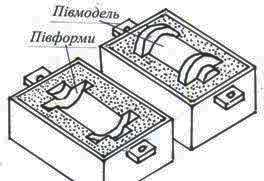 Після цього опоки роз’єднують. Знімають верхню пів форму (halfform) з нижньої, а також перевертають її на 1800 площиною розняття догори і обережно виймають обидві половинки моделі
Після цього опоки роз’єднують. Знімають верхню пів форму (halfform) з нижньої, а також перевертають її на 1800 площиною розняття догори і обережно виймають обидві половинки моделі
 Стержні (shrank) поміщають у форми тоді, коли виливок повинен мати отвір або бути порожнистим. Стержень перешкоджає суцільному заповненню форми розплавленим металом. Стержні виготовляють шляхом формування в роз’ємних дерев’яних стержневих ящиках з наступним сушінням.
Стержні (shrank) поміщають у форми тоді, коли виливок повинен мати отвір або бути порожнистим. Стержень перешкоджає суцільному заповненню форми розплавленим металом. Стержні виготовляють шляхом формування в роз’ємних дерев’яних стержневих ящиках з наступним сушінням.
Для виготовлення стержнів простої форми застосовують піщано-глинисті суміші з добавками в’яжучого матеріалу.
 У нижню пів форму вкладають стержень і заново збирають опоки і з’єднують штирями.
У нижню пів форму вкладають стержень і заново збирають опоки і з’єднують штирями.
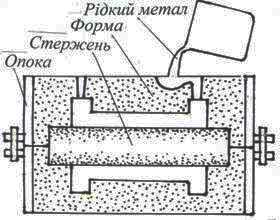 Метал заливають у форми. Після тверднення металу виливок вибивають з форми, і потім з виливка вибивають стержень.
Метал заливають у форми. Після тверднення металу виливок вибивають з форми, і потім з виливка вибивають стержень.
Ливники і випори обрубують, виливок очищають і він обробляється стрічковими й дисковими пилами, заливки відокремлюють пневматичними зубилами та шліфувальними кругами.
Питання самоперевірки
1. В чому суть лиття в одноразові піщані форми?
2. Що таке модель і з якого матеріалу виготовляють її?
3. Перерахуйте операції приготування піщаної форми в двох опоках.
4. Яке призначення стержнів?
5. Що таке опока і яке її призначення?
6. Яка послідовність виготовлення одноразової піщаної форми?