Основи ливарного виробництва | Способи виготовлення металевих виробів
Спеціальні види лиття (Навчальний елемент №12)
Цілі
Закінчивши вивчення даного навчального елемента, студент повинен знати:
- елементарні відомості про отримання виливків;
- основні способи ливарного виробництва;
- технологію виготовлення одноразових ливарних форм і стержнів ручним способом.
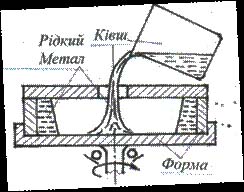 Лиття в металеві форми застосовують для дрібних і середніх виливків головним чином при масовому їх виробництві. Кокіль – металева (сталь або чавун) форма багаторазового використання для отримання виливок шляхом заливки в неї розплавленого металу вільною струминою. Литтям під тиском виконують невеликі виливки: воно відрізняється високою продуктивністю і значною точністю виливка, який звичайно не потребує подальшої обробки. Лиття проводять за допомогою спеціальних машин:
Лиття в металеві форми застосовують для дрібних і середніх виливків головним чином при масовому їх виробництві. Кокіль – металева (сталь або чавун) форма багаторазового використання для отримання виливок шляхом заливки в неї розплавленого металу вільною струминою. Литтям під тиском виконують невеликі виливки: воно відрізняється високою продуктивністю і значною точністю виливка, який звичайно не потребує подальшої обробки. Лиття проводять за допомогою спеціальних машин:
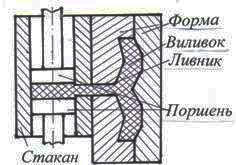 верхній поршень, опускаючись, запресовує рідкий метал у порожнину форми. Нижній поршень в цей час опускається донизу, відкриваючи ливниковий канал;
верхній поршень, опускаючись, запресовує рідкий метал у порожнину форми. Нижній поршень в цей час опускається донизу, відкриваючи ливниковий канал;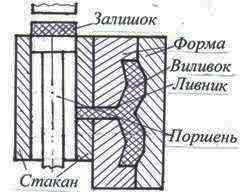 після запресування рідкого металу в форму, верхній і нижній поршні піднімаються і тягнуть за собою залишок металу ( виносять з наповнювального стакана );
після запресування рідкого металу в форму, верхній і нижній поршні піднімаються і тягнуть за собою залишок металу ( виносять з наповнювального стакана ); рухома половина форми відходить разом з виливком, і виливок відокремлюється від форми;
рухома половина форми відходить разом з виливком, і виливок відокремлюється від форми;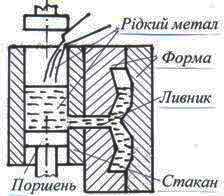 нижній поршень повертається на місце, а після зняття відливка, часткового охолодження форми та покриття її поверхні мастикою, цикл пресування повторюється.
нижній поршень повертається на місце, а після зняття відливка, часткового охолодження форми та покриття її поверхні мастикою, цикл пресування повторюється.Відцентрове лиття застосовується для виготовлення пустотілих циліндричних виливок без використання стержнів. Розплавлений метал заливають в обертову форму відцентрової машини. Під дією відцентрової сили він розтікається рівномірним шаром по стінках форми де і твердне. Відцентрові машини, як правило, бувають двох основних типів: з горизонтальною і вертикальною осями обертання.
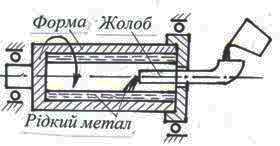 на машинах з горизонтальною віссю обертання отримують виливки, у яких довжина значно більша від діаметра;
на машинах з горизонтальною віссю обертання отримують виливки, у яких довжина значно більша від діаметра; на машинах з вертикальною віссю обертання відливають колеса, шестерні, втулки.
на машинах з вертикальною віссю обертання відливають колеса, шестерні, втулки. спочатку у спеціальній металевій формі з суміші стеарину з парафіном виливають моделі деталей. Подібним способом виливають і деталі ливникової системи;
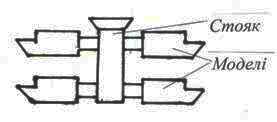 моделі і ливникову систему складають у комплект; декілька таких моделей припаюють до парафіно-стеаринового стояка;
моделі і ливникову систему складають у комплект; декілька таких моделей припаюють до парафіно-стеаринового стояка;  покривають суспензією, обсипають піском і сушать;
покривають суспензією, обсипають піском і сушать; 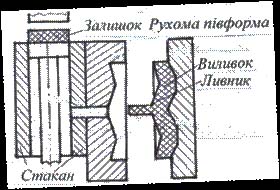 моделі відливок із стояком ( “ялинка” ) поміщають в гарячу водяну ванну, де вони виплавляються із сформованої навколо них три або чотири шарової оболонкової форми;
моделі відливок із стояком ( “ялинка” ) поміщають в гарячу водяну ванну, де вони виплавляються із сформованої навколо них три або чотири шарової оболонкової форми; 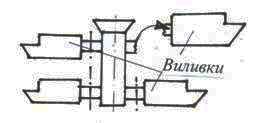 відливки, що вистигли, у вигляді ялинки виймають із опоки, відливки відділяють від стояка і вилущують з них залишки кераміки.
відливки, що вистигли, у вигляді ялинки виймають із опоки, відливки відділяють від стояка і вилущують з них залишки кераміки.Лиття за моделями, які газифікуються, полягає в тому, що моделі і елементи ливникової системи виготовляються із пінополістиролу чи інших матеріалів, які можна видаляти із піщаної форми методом випалювання. Це дозволяє випалювати моделі без формівних нахилів, не роблячи роз’ємні форми, не роз’єднуючи порожні форми для видалення моделі. Все це забезпечує
Контрольні питання
1 Які вимоги ставлять до ливарних металів?
2 В чому переваги ливарного виробництва9
3 Як проводять лиття під тиском?
4 Перерахуйте операції приготування піщаної форми у двох опоках?
5 Поясніть суть відцентрового литтятя?