Розділ 2 є основною проектною частиною та виконується за рекомендацією і структурою відповідно до теми проекту. В ній обов’язково потрібно проаналізувати сучасний стан питання (з посиланням на літературні джерела), розв’язанню якого присвячений дипломний проект, проаналізувати отримані результати. Всі технічні й економічні результати повинні бути достатньою мірою обґрунтовані техніко-економічними розрахунками (в тому числі за допомогою ЕОМ), а також логічними і переконливими доказами. Прийняті рішення повинні ґрунтуватись на останніх досягненнях світової та вітчизняної науки й передового виробничого досвіду. Бажано обґрунтовувати розробки результатами студентських наукових досліджень.
Розв’язання основної задачі проектування (дослідження) повинно ґрунтуватись на аналізі відомих розробок об’єкта проектування (дослідження), описаних в технічній літературі і патентах. Вибір оптимального варіанта розробки об’єкта слід виконувати на основі результатів аналізу відомих розробок (досліджень) і декількох (не менше двох) можливих варіантів розв’язання проблеми. Об’єктивність і достовірність вибору оптимального варіанта необхідно підтвердити техніко-економічним обґрунтуванням (ТЕО). Рекомендується використовувати варіантні підходи до розв’язання задач проектування (дослідження) на всіх етапах ДП (ДР).
Рівень проробки об’єкта ДП в цілому та його складових, передбачених в ТЗ, повинен бути достатнім для створення дослідного зразка.
Для розв’язування проектних (дослідницьких) задач слід використовувати математичне і комп’ютерне моделювання, САПР, інформацію з Інтернет та прикладні комп’ютерні програми (MATLAB, Компас тощо).
Відповідно до специфіки ДП (ДР) для вирішення основної задачі проекту (робот) можуть розроблятись оригінальні комп’ютерні програми. ЕОМ слід також використовувати для оптимізації проектних рішень об’єкта ДП або його окремих елементів чи процесів (для технологічних проектів).
В технічних розрахунках необхідно використовувати діючі нормативні положення й технічні вказівки, а також сучасні методи розрахунків з використанням обчислювальної техніки. Всі формули та моделі, запозичені з літератури, супроводжуються посиланнями на список джерел з короткими поясненнями.
Текстова частина даного розділу повинна ілюструватися розрахунковими схемами, фотографіями, графіками, результатами моделювання на обчислювальних машинах та іншими матеріалами. Повинні бути наведені обґрунтування всіх прийнятих проектних рішень, опис будови і принципу дії об’єкта проектування та його основних структурних одиниць з відповідними ілюстраціями або посиланнями на відповідні аркуші графічної частини проекту.
Узагальнена структура розв’язання основної проектної задачі з напрямку «Реконструкція, технічне переозброєння, розширення, вдосконалення виробничо-технічної бази підприємства».
2.1 Технологічне проектування виробничо-технічної бази підприємства
2.1.1 Розрахунок виробничої програми, об’ємів робіт та чисельності робітників:
1) вибір і обґрунтування вихідних даних для формування програми ТО і ремонту автомобілів;
2) варіантний пошук раціональних режимів ТО і ремонту автомобілів в конкретних умовах експлуатації;
3) коригування нормативів технічного обслуговування і ремонту рухомого складу;
4) розрахунок річної та добової виробничої програми з ТО і ремонту;
5) розрахунок чисельності виробничого персоналу, допоміжних робітників.
2.1.2 Проектування організаційно-виробничої структури управління процесами ТО і ремонтом автомобілів.
2.1.3 Технологічний розрахунок виробничих зон, дільниць та складів:
1) варіантний пошук оптимальних методів організації ТО і ремонту рухомого складу, параметрів роботи зон і дільниць;
2) розрахунок числа постів (ліній) ТО, поточного ремонту;
3) визначення площ виробничо-складських приміщень, зон зберігання і допоміжних приміщень.
2.1.4 Технологічне планування підприємства:
1) розроблення схеми організації ТО і ПР автомобілів і графіка виробничого процесу АТП;
2) розроблення генерального плану підприємства (на основі варіантного пошуку);
3) розроблення плану виробничого корпусу (на основі варіантного пошуку).
2.2 Організація ТО і ремонту автомобілів на робочих постах і спеціалізованих виробничих дільницях.
2.2.1 Характеристика підрозділу.
2.2.2 Розроблення технологічного процесу робіт у зоні або дільниці (на основі варіантного пошуку).
2.2.3 Розподіл об’ємів робіт і виконавців по постах, робочих місцях і кваліфікації.
2.2.4 Обґрунтування і вибір технологічного обладнання (на основі варіантного пошуку).
2.2.5 Уточнення розрахунку площі виробничого підрозділу (з використанням габаритних розмірів технологічного обладнання).
2.2.6 Розроблення планувального рішення виробничого підрозділу (на основі варіантного пошуку).
2.2.7 Розрахунок рівня та ступеня механізації робіт.
2.2.8 Розроблення (на основі варіантного пошуку) і оформлення технологічної карти виробничого процесу на дільниці.
2.3 Проектування (модернізація) конструкції технологічного обладнання.
2.3.1 Оцінювання параметрів існуючих конструкцій обладнання на дільниці, зоні:
1) огляд вітчизняних та закордонних видів конструкцій;
2) аналіз основних параметрів конструкцій;
3) вибір типової конструкції, на основі якої проводиться проектування (модернізація) конструктивних елементів;
4) вибір та обґрунтування вузла, який буде проектуватися (модернізуватися).
2.3.2 Варіантний пошук перспективного конструкторського рішення:
1) виявлення можливих варiантiв конструкторських рішень (принципи дії, принципові схеми, компоновки вузлів та агрегатів);
2) перевірка варiантiв на вимоги роботоздатностi, техніки безпеки, виробничої санiтарiї, експлуатаційної та ремонтної ефективності (по-рівняльна оцінка варiантiв);
3) вибір та обґрунтування оптимального варіанта проектування.
2.3.3 Розробка конструктивних рішень окремого вузла, пристрою:
1) розроблення структурної, кінематичної схеми;
2) кінематичний та силовий розрахунки вузла (агрегату, обладнання);
3) визначення основних геометричних характеристик.
2.3.4 Особливості монтажу, налагодження, пуску та експлуатації ТОБ.
2.3.5 Розроблення технологічного процесу функціонування обладнання, викладення переліку основних робіт з підтримки обладнання в роботоздатному стані.
Типові вимоги до змісту розділу 2
В 2.1 «Технологічне проектування виробничо-технічної бази підприємства» виконуються розробки з організаційно-технологічного планування системи підтримки рухомого складу в роботоздатному стані для забезпечення високих техніко-економічних показників транспортного процесу.
2.1.1 передбачає розв’язання таких задач: вибір і обґрунтування вихідних даних; коригування нормативів, які регламентують режими технічного обслуговування й ремонту ДТЗ; розрахунок річної і добової виробничих програм з ТО; визначення річних обсягів робіт в ТО та поточного ремонту і їхній розподіл по виробничих зонах і дільницях; розрахунок чисельності виробничого персоналу.
1. Вибір і обґрунтування вихідних даних. До вихідних даних для розрахунку виробничої програми належать:
– тип рухомого складу та кількість автомобілів і причепів;
– середньодобовий пробіг рухомого складу;
– дорожні і кліматичні умови експлуатації;
– режим роботи рухомого складу;
– режим роботи виробничих підрозділів технічної служби;
– умови зберігання рухомого складу.
Залежно від задач проектування конкретного підприємства зміст і повнота вихідних даних можуть бути різними. При будівництві нових АТП відомі лише річний обсяг і види вантажів, що перевозяться, або чисельність жителів у населеному пункті. При розробленні проектів реконструкції, технічного переозброєння і розширення звичайно відомі тип і кількість рухомого складу, всі інші необхідні показники та умови роботи підприємства. Обґрунтування вихідних даних полягає в їхньому кількісному визначенні та прив’язці до конкретного об’єкта згідно з нормативно-технічною документацією чи з показниками, отриманими в результаті узагальнення досвіду роботи передових підприємств галузі.
Тип і кількість рухомого складу та середньодобові пробіги визначаються на стадії техніко-економічного обґрунтування; дорожньо-кліматичні умови експлуатації та умови зберігання автомобілів визнаються та обґрунтовуються на основі рекомендацій «Положення про технічне обслуговування і ремонт ДТЗ», ОНТП 01-91 та СНиП 21-02-99 [25, 28, 29, 43].
2. Пошук раціональних режимів ТО і ремонту автомобілів визначається на основі варіантного пошуку з урахуванням рекомендацій ОНТП 01-91. На основі розробленого режиму роботи рухомого складу та конкретних умов експлуатації рухомого складу (години виїзду і повернення рухомого складу, тривалість пікового випуску та повернення тощо) розробляється кілька варіантів режимів роботи виробничих підрозділів, визначаються години роботи та тривалість змін відповідних зон та дільниць. Серед розроблених варіантів вибирається оптимальний та розробляється сумісний графік роботи автомобілів на лінії та виробничих підрозділів.
Після виконання розрахунків виробничої програми режим роботи виробничих підрозділів може бути скоригований.
3. Коригування нормативів технічного обслуговування в ремонту рухомого складу.
Виробничу програму та обсяг робіт з ТО й ремонту розраховують, користуючись такими нормативами: пробіг рухомого складу до капітального ремонту; періодичність ТО; трудомісткість ТО і поточного ремонту; простої рухомого складу в КР, ТО і ПР. Ці нормативи наведено в ОНТП 01-91 [25].
Проте зазначені нормативи встановлено для першої категорії умов експлуатації, базових моделей автомобілів, помірного кліматичного району; автотранспортних підприємств, на яких здійснюються ТО й ремонт 200-300 од. рухомого складу, що складають три технологічно сумісні групи, відкритого способу зберігання. Оснащення АТП засобами механізації відповідало табелю технологічного устаткування. Якщо автомобілі працюють в умовах, що відрізняються від зазначених, нормативи коригують, ураховуючи конкретні умови експлуатації та особливості АТП, яке проектують. Для цього користуються коефіцієнтами, які враховують такі фактори:
– категорії умов експлуатації рухомого складу – ![]() ;
;
– модифікації рухомого складу і організації його роботи – ![]() ;
;
– природнокліматичні умови експлуатації рухомого складу – ![]() ;
;
– кількість одиниць технологічно сумісного рухомого складу – ![]() ;
;
– способи зберігання рухомого складу – ![]() .
.
З метою проектування коригування нормативів залежно від пробігу рухомого складу з початку експлуатації не проводиться.
Результуючий коефіцієнт коригування нормативів визначається як добуток окремих коефіцієнтів для таких показників:
періодичності ТО – ![]() ;
;
ресурсу пробігу до КР – ![]() ;
;
трудомісткості ТО – ![]() ;
;
трудомісткості ПР – ![]() .
.
4. Розрахунок річної та добової програми з ТО та ПР рухомого складу.
Виробнича програма підприємств з ТО характеризується числом технічних впливів, запланованих на певний період. План АТП з основних показників установлюють на календарний рік. Тому виробничу програму з ТО також розраховують на рік. Окрім того, щоб вибрати метод організації ТО, визначають також і добову програму.
Виробничу програму з ТО розраховують різними методами. Великого поширення набули цикловий метод розрахунку (за цикл узято пробіг до КР) і розрахунок за річнім пробігом. Щоб визначити річну виробничу програму, найдоцільніше скористатися методом розрахунку за річнім пробігом.
Сумарний річний пробіг для кожної моделі автомобілів, км:
 , (5.45)
, (5.45)
де ![]() – облікова кількість автомобілів і-ї моделі;
– облікова кількість автомобілів і-ї моделі;
![]() – тривалість роботи рухомого складу протягом року, днів;
– тривалість роботи рухомого складу протягом року, днів;
![]() – середньодобовий пробіг автомобілів і-ї моделі, км;
– середньодобовий пробіг автомобілів і-ї моделі, км;
![]() – пробіг до капітального ремонту, км;
– пробіг до капітального ремонту, км;
![]() – тривалість простою в КР, днів;
– тривалість простою в КР, днів;
![]() – тривалість простою автомобілів і-ї моделі на ТО і ПР, днів/1000 км.
– тривалість простою автомобілів і-ї моделі на ТО і ПР, днів/1000 км.
Капітальний ремонт агрегатів і вузлів вантажних і легкових автомобілів, а також капітальний ремонт автобусів на базі готових агрегатів в автотранспортних підприємствах, не проводиться, його виконання слід передбачати за допомогою кооперації зі спеціалізованими авторемонтними підприємствами.
Розрахунок програми при різнотипному парку виконують за групами одномарочного рухомого складу. ТО автопоїздів звичайно здійснюють, не розчіплюючи тягач і причіп. Тому програму для автопоїздів розрахують як для цілої одиниці рухомого складу.
Річна кількість технічних впливів для кожної моделі:
![]()
![]()
![]()
![]()
![]() ;
; ![]()
![]()
![]()
де ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() – річна кількість відповідно КР, ТО-2, ТО-1, ЩОд, ЩОт, CO і діагностичних впливів Д-1 і Д-2;
– річна кількість відповідно КР, ТО-2, ТО-1, ЩОд, ЩОт, CO і діагностичних впливів Д-1 і Д-2;
![]() ,
, ![]() – скориговані періодичності ТО-2 і ТО-1;
– скориговані періодичності ТО-2 і ТО-1;
![]() – скоригований пробіг до КР;
– скоригований пробіг до КР;
![]() – коефіцієнт виконання поточного ремонту.
– коефіцієнт виконання поточного ремонту.
Діагностування Д-1 призначено для визначення технічного стану агрегатів, вузлів і систем, які забезпечують безпеку руху. Д-1 виконують з періодичністю ТО-1; воно передбачається після ТО-2 і ПР по рядах, які забезпечують безпеку руху. Згідно з дослідними даними кількість автомобілів, які діагностуються при ПР дорівнює 10% річної програми ТО-1.
Діагностування Д-2 потрібне для визначення потужнісних і економічних показників автомобілів і обсягів ПР. Д-2 виконують з періодичністю ТО-2, а іноді при ПР. Кількість автомобілів, що діагностуються при ПР, дорівнює 20% річної програми ТО-2.
Добову програму ![]() кожного виду технічних впливів розраховують за технологічно сумісними моделями автомобілів, її визначають так:
кожного виду технічних впливів розраховують за технологічно сумісними моделями автомобілів, її визначають так:
 , (5.46)
, (5.46)
де ![]() – сумарна річка кількість технічних впливів
– сумарна річка кількість технічних впливів ![]() -гo виду для технологічно сумісних моделей автомобілів;
-гo виду для технологічно сумісних моделей автомобілів;
![]() – вид технічного впливу (ЩО, ТО-1, ТО-2 тощо);
– вид технічного впливу (ЩО, ТО-1, ТО-2 тощо);
![]() – число робочих днів відповідної зони, що виконує
– число робочих днів відповідної зони, що виконує ![]() -й вплив.
-й вплив.
Річний обсяг робіт на АТП обчислюють у людино-годинах. Він містить обсяги робіт ЩО, ТО-1, ТО-2, ПР і самообслуговування підприємства. Обсяги ЩО, ТО-1, ТО-2 визначають на основі річної виробничої програми й трудомісткості обслуговування даного виду. Обсяг ПР визначають виходячи з річного пробігу автомобілів і питомої трудомісткості ПР на 1000 км пробігу. Сезонне ТО, що виконується двічі на рік, як правило, суміщають з ТО-2 і як окремий вид обслуговування не враховують.
Річні обсяги робіт для кожної моделі рухомого складу визначають так:
![]()
![]()
![]()
![]() ,
,
де ![]() ,
, ![]() ,
, ![]() – скориговані нормативні трудомісткості що, ТО-2, ТО-1, людино-годин;
– скориговані нормативні трудомісткості що, ТО-2, ТО-1, людино-годин;
![]() – скоригована трудомісткість ПР, люд.-год/1000 км;
– скоригована трудомісткість ПР, люд.-год/1000 км;
![]() – частка трудомісткості ТО-2, що припадає на одне сезонне обслуговування.
– частка трудомісткості ТО-2, що припадає на одне сезонне обслуговування.
Для дуже холодного і дуже жаркого сухого кліматичних районів ![]() ; для помірно холодного і жаркого сухого районів
; для помірно холодного і жаркого сухого районів![]() ; для інших районів
; для інших районів ![]() .
.
Розподіл річного обсягу робіт ТО і ПР автомобілів за видами робіт виконується на основі рекомендацій ОНТП 01-91.
Сумарна річна трудомісткість ТО і ПР для однієї моделі рухомого складу ![]() :
:
![]() ; (5.47)
; (5.47)
або ![]() ; (5.48)
; (5.48)
де ![]() – кількість моделей рухомого складу;
– кількість моделей рухомого складу;
![]() – порядковий номер моделі.
– порядковий номер моделі.
Під час організації ТО-2 виникає необхідність в знятті окремих приладів і вузлів для усунення несправності і контролю на спеціальних стендах на виробничих дільницях. В основному це роботи, які пов’язані з системою живлення, електротехнічні, акумуляторні і шиномонтажні. Тому виконання 90-95% обсягу робіт ТО-2 планується на постах, а 5-10% – на виробничих дільницях. В практиці проектування цей обсяг робіт розподіляється рівномірно по відповідних дільницях.
При організації Д-1 і Д-2 на самостійних дільницях трудомісткість діагностичних робіт визначають у частках трудомісткості ТО й ПР.
Трудомісткість загальної діагностики Д-1:
![]() ; (5.49)
; (5.49)
трудомісткість поглибленої діагностики Д-2:
![]()
![]() ; (5.50)
; (5.50)
де ![]() ,
, ![]() – частка трудомісткості відповідно ТО-1 і ПР, яка придає на загальну діагностику;
– частка трудомісткості відповідно ТО-1 і ПР, яка придає на загальну діагностику;
![]() ,
, ![]() – частка трудомісткості відповідно ТО-2 і ПР, яка припадає на поглиблену діагностику.
– частка трудомісткості відповідно ТО-2 і ПР, яка припадає на поглиблену діагностику.
Частки трудомісткості ТО-1, ТО-2 і ПР, що припадають на діагностичні роботи, наведено в ОНТП 01-91. Відповідно річні обсяги робіт, які виконуються в зонах ТО-1 і ТО-2, зменшуються на відповідні величини, і відповідно становлять:
![]() , (5.51)
, (5.51)
![]() . (5.52)
. (5.52)
5. Розрахунок чисельності виробничого персоналу та допоміжних робітників.
Залежно від виду виконуваних робіт розрізняють виробничих і допоміжних робітників. До виробничих належать робітники зон і дільниць, які безпосередньо виконують роботи з ТО і ПР рухомого складу. Розрізняють технологічно необхідну (явочну) ![]() і штатну (облікову)
і штатну (облікову) ![]() чисельність робітників.
чисельність робітників.
Технологічно необхідна чисельність робітників забезпечує виконання добової виробничої програми і визначається так:
![]() , (5.53)
, (5.53)
де ![]() – річний обсяг робіт зони або дільниці, людино-годин;
– річний обсяг робіт зони або дільниці, людино-годин;
![]() – річний фонд часу робочого місця або технологічно необхідного робітника, год.
– річний фонд часу робочого місця або технологічно необхідного робітника, год.
Штатна чисельність робітників забезпечує виконання річних обсягів робіт з ТО й ремонту рухомого складу:
![]() , (5.54)
, (5.54)
де ![]() – річний фонд часу ремонтного робітника, год.
– річний фонд часу ремонтного робітника, год.
Річній фонд часу робочого місця визначається кількістю робочих днів протягом року і тривалістю зміни залежно від тривалості робочого тижня. У практиці проектування для розрахунку явочної чисельності робітників приймають ![]() год для виробництв з нормальними умовами праці і 1830 год для виробництв зі шкідливими умовами.
год для виробництв з нормальними умовами праці і 1830 год для виробництв зі шкідливими умовами.
Річний фонд часу ремонтного робітника ![]() через робочі відпустки та невиходи на роботу з поважних причин, які становлять в середньому 4-5% від
через робочі відпустки та невиходи на роботу з поважних причин, які становлять в середньому 4-5% від ![]() . Значення
. Значення ![]() і
і ![]() для робочих різних професій наведено в ОНТП 01-91.
для робочих різних професій наведено в ОНТП 01-91.
На АТП, де склалися виробництво і структура робіт, штатна кількість робітників
![]() , (5.55)
, (5.55)
де ![]() – коефіцієнт штатності.
– коефіцієнт штатності.
Технологічно необхідну і штатну кількість ремонтних робітників розраховують для кожного з виробничих підрозділів, створюваних з урахуванням видів і трудомісткості робіт.
Якщо річний обсяг окремих видів робіт незначний (значно менший ніж 2000 люд.-год), потрібно створювати об’єднаний підрозділ для робітників споріднених спеціальностей. Наприклад, можна об’єднати шиноремонтну і вулканізаційну дільниці, деревообробну і оббивну, арматурну і бляхарську тощо. Якщо робочих місць більше двох, створюють спеціалізовану дільницю.
Чисельність допоміжних робітників АТП, які зайняті на роботах із самообслуговування підприємства та на інших роботах, беруть у процентному відношенні від штатної чисельності виробничих робітників. Норми та розподіл чисельності допоміжних робітників за видами робіт наведений в ОНТП 01-91.
В 2.1.2 виконується розроблення організаційно-виробничої структури управління процесами ТО і ремонтом автомобілів. В даному пункті визначається склад управлінського персоналу підприємства та розробляється схема структури і управління технічної служби АТП.
Чисельність персоналу управління і службовців та їх розподіл за професіями приймають залежно від потужності АТП і типу рухомого складу згідно з рекомендаціями, наведеними в ОНТП 01-91. Чисельність персоналу виробничо-технічної служби вибирають залежно від чисельності виробничих робітників і кількості автомобілів на підприємстві.
Для виробничих автотранспортних об’єднань, як правило, в одній із виробничих філій слід передбачати центральний апарат управління – загальне керівництво, планово-виробничий відділ, відділ праці і заробітної платні, бухгалтерію, відділ матеріально-технічного постачання, відділ кадрів, адміністративно-господарський відділ, відділ головного механіка, виробничо-технічний відділ, відділ управління виробництвом і відділ технічного контролю чисельністю, розрахований на кількість і об’єм робіт ТО і ПР рухомого складу, агрегатів, вузлів, деталей, молодший обслуговуючий персонал і пожежно-сторожова охорона.
В експлуатаційних філіях виробничих об’єднань слід передбачати керівництво філією, відділ експлуатації, диспетчерську і гаражну служби чисельністю, розрахованою на кількість закріпленого за філією рухомого складу, персонал управління виробництвом і технічного контролю, розрахований на кількість і об’єм робіт ТО і ПР рухомого складу, молодший обслуговуючий персонал і пожежно-сторожова охорона.
Визначившись зі складом персоналу управління розробляється структура і управління технічної служби АТП та складається схема організаційно-виробничої структури управління процесами ТО і ремонту автомобілів.
Рекомендації з розроблення організаційно-виробничої структури управління процесами ТО і ремонту автомобілів детально розглянуті в [11, 12].
В 2.1.3 виконується технологічний розрахунок виробничих зон, дільниць та складських приміщень підприємства.
1. Вибір методу організації ТО і ПР автомобілів, режимів роботи виробничих підрозділів виконується на основі варіантного пошуку.
Розрізняють два методи організації ТО автомобілів: одиничний і потоковий.
Організація одиничного методу обслуговування значно простіша, ніж на потокових лініях. Так, при обслуговуванні на універсальних постах, на них можливо виконання неоднакового об’єму робіт. Наприклад, при ТО автомобілів різних моделей, при суміщенні з ТО супутнього ПР різного об’єму. З іншого боку використання цього методу призводить до значних втрат часу на встановлення автомобілів на пости та з’їзд з них, забруднення повітря відпрацьованими газами при маневруванні автомобілів при виїзді або з’їзді з поста, необхідності дублювання обладнання, використання робітників-універсалів більш високої кваліфікації, що збільшує витрати на проведення ТО.
Найпрогресивнішим методом організації ТО є виконання його на потокових лініях. Потокова організація ТО забезпечує:
– скорочення трудомісткості робіт і підвищення продуктивності праці за рахунок спеціалізації виробничих постів, місць і виконавців;
– підвищення ступеня використання технологічного обладнання і оснащення внаслідок проведення на кожному посту одних і тих самих операцій;
– підвищення трудової і виробничої дисципліни внаслідок неперервності та ритмічності виробництва;
– зниження собівартості і підвищення якості обслуговування;
– покращення умов праці виконавців і скорочення виробничої площі.
Для організації виробництва потоковим методом необхідні певні умови. До них відносяться:
наявність відповідних площ і планування приміщень;
одномарочний склад обслуговуваної групи автомобілів;
достатня змінна виробнича програма;
дотримання графіка ставлення автомобілів в ТО;
максимальна механізація робіт;
своєчасне забезпечення запасними частинами та матеріалами;
виконання ПР перед поставленням автомобілів в ТО-1 і ТО-2.
Як правило, з регламентними роботами ТО виконуються операції супутнього ПР, які можуть порушувати ритмічність роботи потокових ліній. Тому в цілях забезпечення якості виконання профілактичних робіт ТО, рівномірного завантаження виконавців і підвищення продуктивності праці об’єм супутніх робіт ПР, які виконуються при ТО, обмежується. Сумарна трудомісткість операцій супутнього ПР не повинна перевищувати 15-20% трудомісткості відповідного виду ТО при виконанні робіт на потокових лініях і 30% – при виконанні робіт на окремих постах.
В принципі доцільність використання того чи іншого методу організації ТО в основному визначається числом постів, тобто залежить від добової (змінної) програм і тривалості впливу. Тому як основний критерій для вибору методу ТО можуть служити добова (змінна) виробнича програма відповідного виду ТО або розрахункова кількість виробничих постів.
Мінімальна добова (змінна) програма, при якій доцільний потоковий метод ТО, рекомендована Положенням і складає: для ТО-1 – 12-15, а для ТО-2 5-6 технологічно сумісних автомобілів. При меншій програмі ТО-1 і ТО-2 проводяться на окремих спеціалізованих і універсальних постах. При визначенні методу організації на основі кількості виробничих постів приймають потоковий метод для ТО-1 і загальної діагностики одиночних автомобілів при розрахунковій кількості 3 і більше постів, для автопоїздів – 2 і більше постів; для ТО-2 одиночних автомобілів – 4 і більше постів, автопоїздів – 3 і більше постів.
Діагностування рухомого складу на АТП може проводитись окремо або суміщатись з ТО і ПР. Форми організації діагностування залежать від потужності АТП, типу рухомого складу, його різномарочності, засобів діагностування, що використовуються, наявності виробничих площ і визначають розміщення діагностичного обладнання за видами ТО і діагностування.
На невеликих АТП зі списочним складом до 150 технологічно сумісних автомобілів і при змішаному парку всі види діагностування рекомендується проводити на окремій діагностичній дільниці, оснащеній комбінованим діагностичним стендом або сумісно з ТО та ПР переносними приладами.
Для середніх АТП з числом 150-200 і більше автомобілів доцільно пости Д-1 і Д-2 мати роздільними. Для великогабаритного рухомого складу, при реконструкції АТП і обмежених виробничих площах, а також при організації ТО-1 на потокових лініях Д-1 рекомендується проводити сумісно з ТО-1.
Для великих АТП з числом автомобілів більше 400 і при наявності високопродуктивних, автоматизованих діагностичних засобів Д-1 і Д-2 проводяться на окремих спеціалізованих дільницях. При цьому, крім постів Д-1 і Д-2, необхідно мати пости та засоби діагностування в зоні ПР (стенди для та регулювання гальм і кутів встановлення керованих коліс).
Прибирально-мийні роботи рухомого складу можуть проводитись як на окремих постах, так і на потокових лініях. На невеликих підприємствах ці роботи проводяться на тупикових або проїзних постах. Якщо автомобілів на АТП більше 50, виконання мийних робіт передбачається механізованим способом. Потокові лінії використовуються, як правило, на середніх і великих АТП при одночасному використанні механізованих установок для миття і сушіння рухомого складу.
Постові роботи ПР можуть виконуватись на універсальних і спеціалізованих (паралельних) постах.
Метод універсальних постів передбачає виконання робіт на одному посту бригадою ремонтних робітників різних спеціальностей або робочим-універсалом високої кваліфікації, а метод спеціалізованих постів – на декількох постах, призначених для виконання певного виду робіт (двигун, трансмісія і ін.).
При числі постів ПР більше 5-6 їх спеціалізують за видами робіт. При цьому розподіл постів за їх спеціалізацією (в відсотках від загального числа постів) наведено в таблиці 5.38.
Таблиця 5.38 – Спеціалізація постів ПР за видами робіт
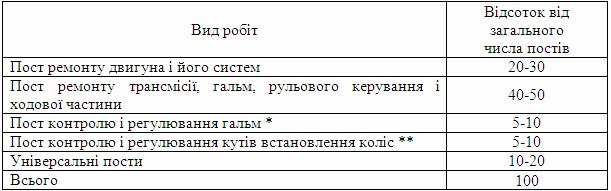
Примітки:
1. * При числі постів 10 і більше.
2. ** При числі постів більше 15.
Режим роботи зон ТО і ПР характеризується числом робочих днів на рік, тривалістю роботи (числом робочих змін, тривалістю і часом початку та кінця зміни), розподіл виробничої програми за часом її виконання. Число робочих днів зони залежить від числа днів роботи рухомого складу на лінії і виду ТО. В свою чергу, тривалість роботи зон залежить від добової виробничої програми і часу, протягом якого може виконуватись даний вид ТО і ПР.
При необхідності можливе коригування змінності роботи зон та дільниць, визначених в 2.1.1.
Режим роботи зони повинен бути узгодженим з графіком випуску і повернення автомобілів з лінії (рис. 5.7).
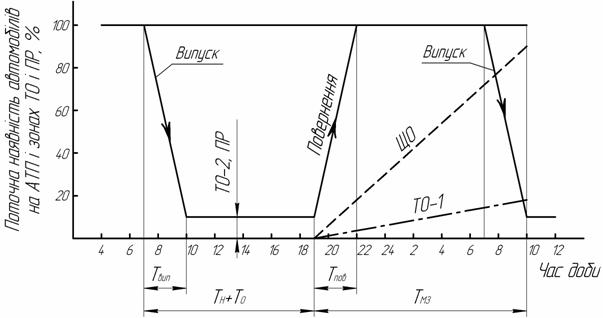

Рисунок 5.7 – Добовий графік випуску і повернення автомобілів на АТП
Графік дає наглядне уявлення про число автомобілів, які знаходяться на лінії і на АТП в будь-який час доби, що дозволяє встановити найраціональніший режим роботи зон ТО автомобілів. Якщо автомобілі працюють на лінії 1; 1,5 або 2 робочих зміни, то ЩО і ТО-1 в час доби, який залишився (міжзмінний час).
Міжзмінний час – це період між поверненням першого автомобіля і випуском останнього. При рівномірному випуску автомобілів тривалість міжзмінного часу
![]() .
.
Режим роботи дільниць діагностування залежить від режиму роботи зон ТО і ПР. Дільниця діагностування Д-1 звичайно працює одночасно з зоною ТО-1. Діагностування Д-1 після ТО-2 проводять в денний час. Дільниця поелементної (поглибленої) діагностики Д-2 працює в одну або дві зміни.
Добовий режим зони ПР складає дві, а іноді і три робочі зміни, з яких одну (зазвичай денну) зміну працюють всі виробничо-допоміжні дільниці і пости ПР. В робочі зміни, які залишились, виконуються постові роботи з ПР автомобілів, виявлені при ТО, діагностуванні або за заявкою водія.
При проектуванні нових АТП слід враховувати, що використання подовжених змін або півторазмінної роботи виконавців, як правило, не допускається органами санітарної інспекції і охорони праці, незалежно від способу компенсації за перепрацьований час.
2. Розрахунок кількості постів (ліній) ТО і ПР.
Мінімальна кількість робочих постів за видами робіт ЩОд, окрім механізованих мийних, розраховується за формулою:
![]() , (5.56)
, (5.56)
де ![]() – річний об’єм ЩОд, люд.-год;
– річний об’єм ЩОд, люд.-год;
![]() – процентне відношення виду робіт ЩОд;
– процентне відношення виду робіт ЩОд;
![]() – коефіцієнт резервування постів для компенсації нерівномірного завантаження;
– коефіцієнт резервування постів для компенсації нерівномірного завантаження;
![]() – число робочих днів на рік;
– число робочих днів на рік;
![]() – число змін протягом доби, виконання робіт з ЩОд;
– число змін протягом доби, виконання робіт з ЩОд;
![]() – тривалість виконання протягом зміни робіт за видами ЩОд, год;
– тривалість виконання протягом зміни робіт за видами ЩОд, год;
![]() – чисельність робітників, одночасно працюючих на одному посту, чол.;
– чисельність робітників, одночасно працюючих на одному посту, чол.;
![]() – коефіцієнт використання робочого часу поста.
– коефіцієнт використання робочого часу поста.
Рекомендовані значення показників ![]() ,
, ![]() ,
, ![]() ,
, ![]() наведено в ОНТП 01-91.
наведено в ОНТП 01-91.
Кількість механізованих мийних і сушильних постів визначається за формулою:
![]() , (5.57)
, (5.57)
де ![]() – облікова кількість рухомого складу, од.
– облікова кількість рухомого складу, од.
![]() – коефіцієнт технічної готовності рухомого складу;
– коефіцієнт технічної готовності рухомого складу;
![]() – тривалість роботи (приймається рівною тривалості повернення рухомого складу на підприємство);
– тривалість роботи (приймається рівною тривалості повернення рухомого складу на підприємство);
![]() – коефіцієнт «пікового» повернення рухомого складу (
– коефіцієнт «пікового» повернення рухомого складу (![]() );
);
![]() – годинна пропускна здатність мийного обладнання приймається за паспортною характеристикою.
– годинна пропускна здатність мийного обладнання приймається за паспортною характеристикою.
Мінімальну кількість робочих постів з ЩОт слід визначати за формулою:
![]() (5.58)
(5.58)
де ![]() – річний об’єм робіт ЩОт, люд.-год;
– річний об’єм робіт ЩОт, люд.-год;
Мінімальна кількість постів ТО-1 і ТО-2, загальної і поглибленої діагностики, розбірно-складальних і регулювальних робіт ПР, зварювально-бляхарських, деревообробних і малярних робіт слід визначати за формулою:
![]() (5.59)
(5.59)
де ![]() – річний об’єм робіт, люд.-год;
– річний об’єм робіт, люд.-год;
![]() – коефіцієнт резервування постів;
– коефіцієнт резервування постів;
![]() – число робочих днів на рік;
– число робочих днів на рік;
![]() – число робочих змін на добу;
– число робочих змін на добу;
![]() – тривалість зміни, год;
– тривалість зміни, год;
![]() – чисельність одночасно працюючих на одному посту, чол.;
– чисельність одночасно працюючих на одному посту, чол.;
![]() – коефіцієнт використання робочого часу поста.
– коефіцієнт використання робочого часу поста.
При визначенні кількості виробничих постів загальної діагностики слід підсумовувати об’єм контрольно-діагностичних робіт ТО-1 і 50% об’єму контрольно-діагностичних робіт ПР.
При визначенні кількості виробничих постів поглибленої діагностики слід підсумовувати об’єм контрольно-діагностичних робіт ТО-2 і 50% об’єму контрольно-діагностичних робіт ПР.
При розрахунку кількості постів ТО-1 і ТО-2 із загального об’єму робіт слід віднімати об’єм контрольно-діагностичних робіт.
При сумарній розрахунковій кількості постів загальної і поглибленої діагностики рівній або меншій одиниці, ці роботи допускається проводити на одному посту з використанням універсального обладнання і переносних діагностичних приладів.
При розрахунковому коефіцієнті завантаження діагностичних постів різного призначення, рівному або менше 0,75, допускається на цих постах проведення регулювальних робіт.
Перше і друге технічне обслуговування, а також загальна діагностика, можуть проводитися на потокових лініях, індивідуальних проїзних або тупикових спеціалізованих постах.
Допускається на одних і тих самих виробничих постах передбачати виконання ТО-1 і ТО-2 автомобілів або автопоїздів з організацією робіт в різні зміни доби.
При виконанні ТО-1 і ТО-2 в різні зміни доби допускається виконання змащувально-очисних операцій на загальних спеціалізованих виробничих постах.
При розрахунковій кількості робочих постів загальної діагностики, рівній або менше 0,5, допускається розміщувати діагностичне обладнання на потоковій лінії ТО-1.
Поглиблена діагностика автомобілів повинна проводитися на індивідуальних спеціалізованих виробничих постах.
Кількість допоміжних постів контрольно-пропускного пункту визначається за формулою:
![]() (5.60)
(5.60)
де ![]() – облікова кількість рухомого складу, од.;
– облікова кількість рухомого складу, од.;
![]() – коефіцієнт технічної готовності рухомого складу;
– коефіцієнт технічної готовності рухомого складу;
![]() – тривалість роботи (приймається рівною тривалості повернення рухомого складу на підприємство);
– тривалість роботи (приймається рівною тривалості повернення рухомого складу на підприємство);
![]() – коефіцієнт «пікового» повернення рухомого складу
– коефіцієнт «пікового» повернення рухомого складу ![]() ;
;
![]() – годинна пропускна здатність одного поста.
– годинна пропускна здатність одного поста.
Розрахунок потокових ліній періодичної дії.
Такі лінії використовуються в основному для ТО-1 і ТО-2. Вихідною величиною, що характеризує потік періодичної дії, є такт лінії. Під тактом лінії розуміють інтервал часу між двома автомобілями, які послідовно сходять з лінії і пройшли даний вид обслуговування:
![]() , (5.61)
, (5.61)
де ![]() – трудомісткість робіт з ТО, люд.-год;
– трудомісткість робіт з ТО, люд.-год;
![]() – загальне число технологічно необхідних робітників, які працюють на лінії обслуговування;
– загальне число технологічно необхідних робітників, які працюють на лінії обслуговування;
![]() – час переміщення автомобіля з поста на пост, хв.
– час переміщення автомобіля з поста на пост, хв.
Число робітників на лінії обслуговування:
![]() , (5.62)
, (5.62)
де ![]() – число постів лінії;
– число постів лінії;
![]() – середнє число робітників на посту лінії обслуговування.
– середнє число робітників на посту лінії обслуговування.
Таким чином,
![]() . (5.63)
. (5.63)
Число постів лінії (![]() ) для даного виду обслуговування призначають виходячи зі змісту робіт, їх технологічної послідовності, об’єму робіт і можливої спеціалізації постів за видом робіт. З цією метою необхідно в першу чергу використовувати операційно-технологічні карти, складені по агрегатах і системах, і які вміщують весь перелік операцій за даним видом обслуговування. На основі цих карт орієнтовно групують роботи за наміченим числом постів з урахуванням спеціалізації робіт і необхідністю їх раціоналізації за послідовністю виконання, а також трудомісткістю на постах. При цьому останню необхідно співвідносити з числом виконавців (робочих) на постах, враховуючи необхідність найкращого використання фронту робіт.
) для даного виду обслуговування призначають виходячи зі змісту робіт, їх технологічної послідовності, об’єму робіт і можливої спеціалізації постів за видом робіт. З цією метою необхідно в першу чергу використовувати операційно-технологічні карти, складені по агрегатах і системах, і які вміщують весь перелік операцій за даним видом обслуговування. На основі цих карт орієнтовно групують роботи за наміченим числом постів з урахуванням спеціалізації робіт і необхідністю їх раціоналізації за послідовністю виконання, а також трудомісткістю на постах. При цьому останню необхідно співвідносити з числом виконавців (робочих) на постах, враховуючи необхідність найкращого використання фронту робіт.
Для розрахунку такту лінії при встановленому числі постів середнє число робочих ![]() на посту може бути призначено згідно з рекомендаціями розрахунку кількості постів ТО і ПР. Крім того, при розрахунку
на посту може бути призначено згідно з рекомендаціями розрахунку кількості постів ТО і ПР. Крім того, при розрахунку ![]() число
число ![]() може бути призначено не тільки цілим, але і дробовим числом при умові, що добуток
може бути призначено не тільки цілим, але і дробовим числом при умові, що добуток ![]() буде виражено цілим числом або дуже близькою до нього величиною. Наприклад, при
буде виражено цілим числом або дуже близькою до нього величиною. Наприклад, при ![]() і
і ![]() ,
, ![]() або
або ![]() і
і ![]() ,
, ![]() .
.
Це пояснюється тим, що робочі на лінії обслуговування можуть бути розподілені по постах в кількості, відмінній від середнього і фактично рівного цілого числа, і відповідно об’єма робіт, що виконуються на кожному посту. Але при цьому повинна зберігатися умова рівності такту кожного поста такту лінії. Наприклад, для лінії, яка складається з трьох постів,
![]() , (5.64)
, (5.64)
де ![]() ,
, ![]() ,
, ![]() – об’єми робіт, які виконуються на відповідних постах, люд.-год;
– об’єми робіт, які виконуються на відповідних постах, люд.-год;
![]() ,
, ![]() ,
, ![]() – число робочих на постах.
– число робочих на постах.
При використанні конвеєру час переміщення автомобіля з поста на пост дорівнює:
![]() , (5.65)
, (5.65)
де ![]() – габаритна довжина автомобіля (автопоїзда), м;
– габаритна довжина автомобіля (автопоїзда), м;
![]() – відстань між автомобілями, які стоять на двох послідовних постах, м;
– відстань між автомобілями, які стоять на двох послідовних постах, м;
![]() – швидкість пересування автомобіля конвеєром, м/хв.
– швидкість пересування автомобіля конвеєром, м/хв.
Значення ![]() приймають за технічною характеристикою для вибраного типу конвеєра. Для виготовляємих ланцюгових поздовжніх конвеєрів
приймають за технічною характеристикою для вибраного типу конвеєра. Для виготовляємих ланцюгових поздовжніх конвеєрів ![]() м/хв. Відстань а відповідно до будівельних норм і правил для підприємств з обслуговування автомобілів (СНиП ІІ-93-74) повинна бути не менше 1,2 м для автомобілів І категорії, 1,5 м – ІІ і ІІІ категорій і 2,0 м – ІV категорії.
м/хв. Відстань а відповідно до будівельних норм і правил для підприємств з обслуговування автомобілів (СНиП ІІ-93-74) повинна бути не менше 1,2 м для автомобілів І категорії, 1,5 м – ІІ і ІІІ категорій і 2,0 м – ІV категорії.
Число ліній обслуговування
![]() , (5.66)
, (5.66)
де ![]() – час, який необхідно на ТО всіх автомобілів, хв;
– час, який необхідно на ТО всіх автомобілів, хв;
![]() – фонд часу одної лінії обслуговування, хв.
– фонд часу одної лінії обслуговування, хв.
Оскільки ![]() , то число ліній обслуговування
, то число ліній обслуговування
![]() , (5.67)
, (5.67)
де ![]() – ритм виробництва, тобто час, який в середньому потрібно на випуск автомобіля з даного виду ТО.
– ритм виробництва, тобто час, який в середньому потрібно на випуск автомобіля з даного виду ТО.
Число ліній обслуговування може бути визначено також із можливої пропускної здатності ![]() однієї лінії:
однієї лінії:
![]() ;
; ![]() . (5.68)
. (5.68)
При розрахунку числа ліній необхідно підбирати значення ![]() так, щоб співвідношення
так, щоб співвідношення![]() було виражено цілим числом або близьким до нього, але не перевищуючим ціле число ліній, оскільки в протилежному випадку лінія буде перевантаженою. Допустиме відхилення може бути прийняте не більше 0,08 в перерахунку на одну лінію. Якщо при розрахунку число ліній не задовольняє вказані умови, то слід виконати перерахунок такту ліній, змінивши значення
було виражено цілим числом або близьким до нього, але не перевищуючим ціле число ліній, оскільки в протилежному випадку лінія буде перевантаженою. Допустиме відхилення може бути прийняте не більше 0,08 в перерахунку на одну лінію. Якщо при розрахунку число ліній не задовольняє вказані умови, то слід виконати перерахунок такту ліній, змінивши значення ![]() .
.
При організації процесів обслуговування на потоковій лінії періодичної дії після закінчення робочого дня не повинно залишатися автомобілів. Це обумовлює необхідність ступінчастого приходу робочих на лінію. Пости лінії будуть включатися в роботу послідовно з інтервалом часу, рівним такту лінії. При цьому кожний пост буде працювати протягом часу ![]() , а загальна тривалість роботи лінії збільшується на час
, а загальна тривалість роботи лінії збільшується на час ![]() .
.
При змішаному рухомому складі, який має різну трудомісткість ТО, коли виробнича програма з кожного типу недостатня для організації окремих потокових ліній, обслуговування різних груп рухомого складу можливо проводити і на одній лінії в різні дні тижня або години доби (зміни). При цьому потокова лінія за своєю будовою і обладнанням повинна відповідати вимогам кожного типу рухомого складу.
Виробничі програми з ТО-1 і ТО-2 з часом можуть змінюватись в зв’язку з удосконаленням режиму ТО, зміною типажу і чисельності рухомого складу. Тому при проектуванні підприємств лінії ТО при можливості слід розробляти технологічно і конструктивно так, щоб можливо було проводити ТО-1 і ТО-2 на одній лінії, але в різний час. Крім цього для уніфікації потокових ліній більш раціонально використовувати виробничі площі, обладнання.
Розрахунок потокових ліній неперервної дії.
Такі лінії використовують для виконання прибирально-мийних робіт ЩО з використанням механізованих установок для миття і сушіння (обдування) автомобілів.
При повній механізації робіт з миття і сушіння автомобілів і відсутності прибиральних операцій, які виконуються на інших постах вручну, число постів лінії відповідає числу механізованих установок (для миття автомобілів, дисків коліс, сушіння). Робітники на лінії при цьому можуть бути відсутніми за виключенням оператора для керування установками. Для забезпечення максимальної продуктивності лінії пропускна здатність окремих постових установок повинна бути рівною пропускній здатності основної установки для миття автомобілів. В цьому випадку такт лінії ![]() і необхідна швидкість конвеєра
і необхідна швидкість конвеєра ![]() визначаються з виразу:
визначаються з виразу:
![]() ;
; ![]() , (5.69)
, (5.69)
де ![]() – продуктивність механізованої мийної установки автомобілів на лінії (для вантажних автомобілів 15-20, легкових – 30-40 і автобусів – 30-50 авт./год);
– продуктивність механізованої мийної установки автомобілів на лінії (для вантажних автомобілів 15-20, легкових – 30-40 і автобусів – 30-50 авт./год);
![]() – габаритна довжина автомобіля (автопоїзда), м;
– габаритна довжина автомобіля (автопоїзда), м;
![]() – відстань між автомобілями на постах лінії, м.
– відстань між автомобілями на постах лінії, м.
Якщо на лінії обслуговування передбачається механізація тільки мийних робіт, а інші виконуються вручну, то такт лінії (в хвилинах) розраховується з урахуванням швидкості переміщення автомобілів (2-3 м/хв), яка забезпечує можливість виконання робіт вручну в процесі руху автомобіля. В цьому випадку такт лінії
![]() . (5.70)
. (5.70)
Пропускна здатність (авт./год) лінії ЩО
![]() . (5.71)
. (5.71)
Число постів на лінії ЩО слід призначати за умови їх спеціалізації за видами робіт, наприклад, прибирання, миття, обтирання (обсушування) і т. ін.
Число робочих ![]() , зайнятих на постах ручного оброблення зони ЩО, визначається так:
, зайнятих на постах ручного оброблення зони ЩО, визначається так:
![]() , (5.72)
, (5.72)
де ![]() – число ліній ЩО;
– число ліній ЩО;
![]() – трудомісткість робіт ЩО, які виконуються вручну, люд.-год.
– трудомісткість робіт ЩО, які виконуються вручну, люд.-год.
Розподіл робочих на постах ручного оброблення виконується виходячи з трудомісткості робіт на даному посту і такту лінії.
Слід мати на увазі, що механізація робіт тільки на одному посту лінії обслуговування викликає значне зменшення її такту і, як наслідок, збільшення ![]() на постах ручного оброблення. В результаті механізація робіт тільки на одному посту не дає скорочення робочих, тому необхідно при можливості використовувати механізацію робіт на всіх постах лінії.
на постах ручного оброблення. В результаті механізація робіт тільки на одному посту не дає скорочення робочих, тому необхідно при можливості використовувати механізацію робіт на всіх постах лінії.
Для потоку неперервної дії число ліній
![]() . (5.73)
. (5.73)
3. Визначення площ виробничо-складських приміщень, зон зберігання і допоміжних приміщень.
Площі АТП за своїм функціональним призначенням поділяються на три основні групи: виробничо-складські, зберігання рухомого складу та допоміжні.
В склад виробничо-складських приміщень входять зони ТО і ПР, виробничі дільниці ПР, склади, а також приміщення технічних служб і пристроїв (компресорні, трансформаторні, насосні, вентиляційні камери тощо). Для малих АТП при невеликій виробничій програмі деякі дільниці з однорідним характером робіт, а також окремі складські приміщення можуть бути об’єднані.
В склад площ зон зберігання (стоянки) рухомого складу входять площі стоянок (відкритих або закритих) з урахуванням площі, яку займає обладнання для підігріву автомобілів (для відкритих стоянок), рамп і додаткових поверхових проїздів (для закритих багатоповерхових стоянок).
В склад допоміжних площ підприємства відповідно до СНиП ІІ-92-76 входять: санітарно-побутові приміщення, пункти громадського харчування, охорони здоров’я (медичні пункти), культурного обслуговування, управління, приміщення для навчальних занять і громадських організацій.
Розрахунок площ зон ТО і ПР. Залежно від стадії виконання проекту площі зон ТО і ПР розраховуються двома способами:
– за питомими площами – на стадії техніко-економічного обґрунтування та вибору об’ємно-планувального рішення, а також при попередніх розрахунках;
– за графічною побудовою – на стадії розроблення планувальних рішень зон.
Площа зони ТО або ПР визначається за формулою:
![]() , (5.74)
, (5.74)
де ![]() – площа, яку займає автомобіль в плані (за габаритними розмірами), м2;
– площа, яку займає автомобіль в плані (за габаритними розмірами), м2;
![]() – число постів;
– число постів;
![]() – коефіцієнт щільності розміщення постів.
– коефіцієнт щільності розміщення постів.
Коефіцієнт ![]() являє собою відношення площі, яку займають автомобілі, проїзди, проходи, робочі місця, до суми площ проекцій автомобілів в плані. Величина
являє собою відношення площі, яку займають автомобілі, проїзди, проходи, робочі місця, до суми площ проекцій автомобілів в плані. Величина ![]() залежить від габаритів автомобіля і розташування постів. При односторонньому розташуванні постів
залежить від габаритів автомобіля і розташування постів. При односторонньому розташуванні постів ![]() . При двосторонньому розташуванні постів і потоковому методі обслуговування
. При двосторонньому розташуванні постів і потоковому методі обслуговування ![]() може бути прийнятим рівним 4-5. Менші значення
може бути прийнятим рівним 4-5. Менші значення ![]() приймаються для великогабаритного рухомого складу і при числі постів не більше 10.
приймаються для великогабаритного рухомого складу і при числі постів не більше 10.
Розрахунок площ виробничих дільниць
Площі дільниць розраховують за сумарною площею горизонтальної проекції обладнання, і коефіцієнтом щільності його розташування. Площа дільниці визначається за формулою:
![]() , (5.75)
, (5.75)
де ![]() – сумарна площа горизонтальної проекції за габаритними розмірами обладнання, м2;
– сумарна площа горизонтальної проекції за габаритними розмірами обладнання, м2;
![]() – коефіцієнт щільності розміщення обладнання.
– коефіцієнт щільності розміщення обладнання.
Для розрахунку ![]() попередньо на основі табеля і каталогів технологічного обладнання [41, 42, 44, 45] складається відомість обладнання і визначається його сумарна площа
попередньо на основі табеля і каталогів технологічного обладнання [41, 42, 44, 45] складається відомість обладнання і визначається його сумарна площа ![]() на дільниці.
на дільниці.
Якщо в приміщеннях передбачаються місця для автомобілів або кузовів, то до площі, яку займає обладнання даної дільниці, необхідно додати площу горизонтальної проекції автомобіля або кузова.
Значення коефіцієнта ![]() для відповідних виробничих дільниць (приміщень), наведено в ОНТП 01-91.
для відповідних виробничих дільниць (приміщень), наведено в ОНТП 01-91.
В окремих випадках для наближених розрахунків площі дільниць можуть бути визначені за числом працюючих на дільниці в найбільш завантажену зміну (табл. 5.39).
Таблиця 5.39 – Приблизні площі виробничих дільниць ТО і ПР залежно від числа працюючих (за даними Гіпроавтотранса)
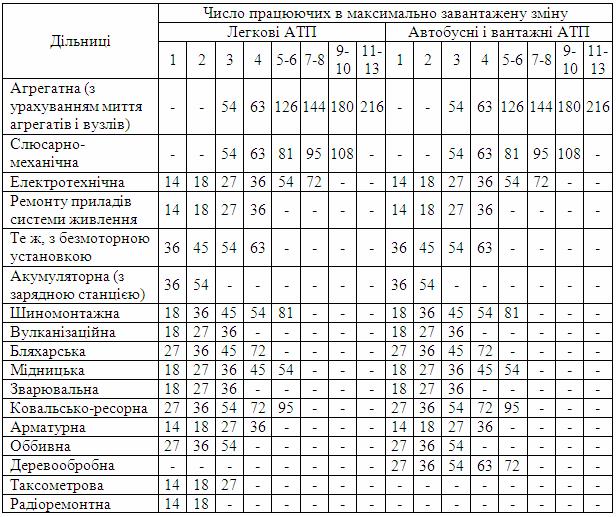
Примітки:
1. При розміщенні на виробничих дільницях імпортного обладнання або високопродуктивного проектного обладнання площа дільниці повинна бути перевірена графічним методом (розташуванням обладнання);
2. При суміщенні в одному приміщенні двох або декількох дільниць площа приймається за сумарним числом працюючих на відповідній дільниці;
3. Площі для виробничих постів в шиномонтажному, бляхарському, зварювальному, оббивному і інших окремих приміщеннях не враховані.
Розрахунок площ складських приміщень
Нормативи площі складських приміщень АТП, експлуатаційних і виробничих філіалів, БЦТО і ВТК, встановлені виходячи з тривалості зберігання матеріалів і запасних частин.
Площі складських приміщень і споруд АТП ![]() визначаються добутком питомих нормативів
визначаються добутком питомих нормативів ![]() на чисельність рухомого складу і на коригуючі коефіцієнти залежно:
на чисельність рухомого складу і на коригуючі коефіцієнти залежно:
![]() – від середньодобового пробігу рухомого складу;
– від середньодобового пробігу рухомого складу;
![]() – від чисельності технологічно сумісного рухомого складу;
– від чисельності технологічно сумісного рухомого складу;
![]() – від типу рухомого складу;
– від типу рухомого складу;
![]() – від висоти складування;
– від висоти складування;
![]() – від категорій умов експлуатації.
– від категорій умов експлуатації.
Результуючий коефіцієнт коригування визначається як добуток окремих коефіцієнтів, таким чином площа відповідного складського приміщення визначається за формулою:
![]() , (5.76)
, (5.76)
де ![]() – списочна чисельність рухомого складу.
– списочна чисельність рухомого складу.
Числові значення нормативів площ та коефіцієнтів коригування наведено в ОНТП 01-91.
Розрахунок площі зони зберігання (стоянки) автомобілів
При укрупнених розрахунках площа зони зберігання визначається за формулою:
![]() , (5.77)
, (5.77)
де ![]() – площа, яку займає автомобіль в плані (за габаритними розмірами), м2;
– площа, яку займає автомобіль в плані (за габаритними розмірами), м2;
![]() – число автомобіле-місць зберігання;
– число автомобіле-місць зберігання;
![]() – коефіцієнт щільності розміщення автомобіле-місць зберігання.
– коефіцієнт щільності розміщення автомобіле-місць зберігання.
Величина ![]() залежить від способу розміщення місць зберігання і приймається рівною 2,5-3,0.
залежить від способу розміщення місць зберігання і приймається рівною 2,5-3,0.
Залежно від організації зберігання рухомого складу на АТП автомобіле-місця можуть бути закріплені за певними автомобілями або знеособлені.
Число автомобіле-місць зберігання при закріпленні їх за автомобілями відповідає списковому складу парку, тобто
![]() . (5.76)
. (5.76)
При знеособленому зберіганні автомобілів число автомобілемісць
![]() , (5.77)
, (5.77)
де ![]() – число постів ПР;
– число постів ПР;
![]() – число постів ТО;
– число постів ТО;
![]() – число постів очікування (підбору);
– число постів очікування (підбору);
![]() – число автомобілів, які знаходяться в КР;
– число автомобілів, які знаходяться в КР;
![]() – середнє число автомобілів, які постійно відсутні на підприємстві (цілодобова робота на лінії, відрядження).
– середнє число автомобілів, які постійно відсутні на підприємстві (цілодобова робота на лінії, відрядження).
Розрахунок площ допоміжних приміщень
Допоміжні приміщення (адміністративні, суспільні, побутові) є об’єктом архітектурного проектування і повинні відповідати вимогам СНиП ІІ-92-76 «Вспомогательные здания и помещения промышленных предприятий».
На стадії техніко-економічного обґрунтування і попередніх розрахунків орієнтовна загальна площа допоміжних приміщень може бути визначена за графіком, наведеним на рис. 5.8.
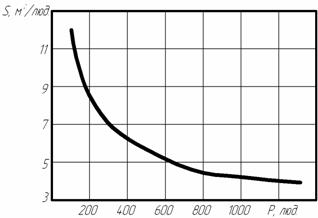
Рисунок 5.8 – Залежність питомої площі S допоміжних приміщень
від числа працюючих Р
Детальне розроблення допоміжних приміщень виконується в об’ємі архітектурно-будівельної частини проекту на основі завдань проектувальників-технологів. Розрахунок площ окремих допоміжних приміщень виконується за відповідними нормами і числом працюючих.
Площі адміністративних приміщень розраховуються виходячи зі штату управлінського апарату, а суспільних приміщень – спискового числа працюючих. Площі побутових приміщень розраховуються виходячи з штатної кількості працюючих, числа працюючих в найбільш багаточисельній зміні, групи виробничого процесу за класифікацією СНиП ІІ-92-76,
співвідношення числа чоловіків і жінок.
Площі технічних приміщень компресорної, трансформаторної і насосної станції, вентиляційних камер і інших приміщень розраховуються в кожному окремому випадку за відповідними нормативами залежно від прийнятої системи і обладнання електропостачання, опалення, вентиляції і водопостачання.
В пункті 2.1.4 виконується технологічне планування підприємства, яке включає розроблення загального технологічного процесу ТО та ремонту автомобілів та об’ємно-планувальних рішень генерального плану та виробничого корпусу АТП.
1. Розроблення схеми організації ТО і ПР автомобілів і графіка виробничого процесу АТП.
Технологічною основою планувального рішення є функціональна схема (рис. 5.9) і графік виробничого процесу (рис. 5.10).
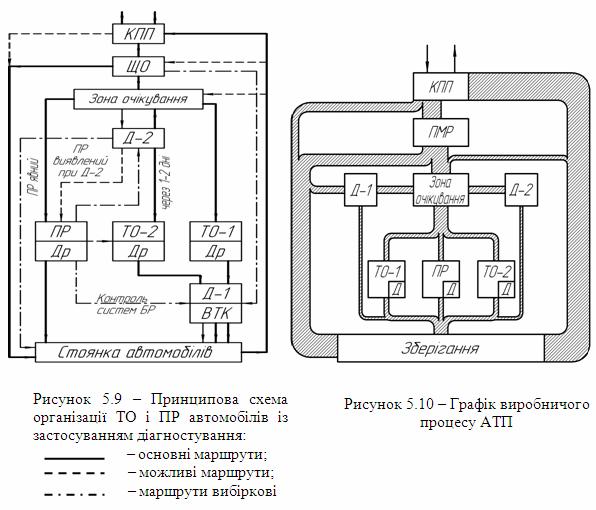
Функціональна схема комплексного АТП визначає закономірність проходження автомобілем окремих етапів його технічної підготовки. Відповідно до цього функціональна схема зумовлює послідовність і незалежність розташування в просторі виробничих зон і відділень підприємства. Проте вона не фіксує потоків руху рухомого складу (кількісну характеристику процесу), який проходить ці етапи. Тому, крім схеми, потрібний графік виробничого процесу, який будують у відповідному масштабі за даними розрахунку програми ремонтно-обслуговуючого виробництва АТП. Графік є основою для вибору розташування зон підприємства. Він може змінюватись залежно від нормативів, покладених в основу технологічного розрахунку. На цю обставину при проектуванні треба звертати особливу увагу. Раціональне планування підприємства має забезпечувати безперешкодне і незалежне проходження автомобілем будь-якого самостійного маршруту.
2. Розроблення генерального плану підприємства.
На генеральному плані показують будівлі і споруди за їхніми габаритними обрисами, розміщенням, площадки для відкритого зберігання автомобільної техніки, основні і допоміжні шляхи руху рухомого складу на території АТП. Технологічною основою генерального плану є функціональна схема і графік виробничого процесу.
На стадії техніко-економічного обґрунтування та за попередніми розрахунками необхідна площа ділянки підприємства (в гектарах) визначається за формулою:
![]() , (5.78)
, (5.78)
де ![]() – площа забудови виробничо-складських будівель, м2;
– площа забудови виробничо-складських будівель, м2;
![]() – площа забудови допоміжних будівель, м2;
– площа забудови допоміжних будівель, м2;
![]() – площа відкритих площадок для зберігання рухомого складу, м2;
– площа відкритих площадок для зберігання рухомого складу, м2;
![]() – щільність забудови території, %.
– щільність забудови території, %.
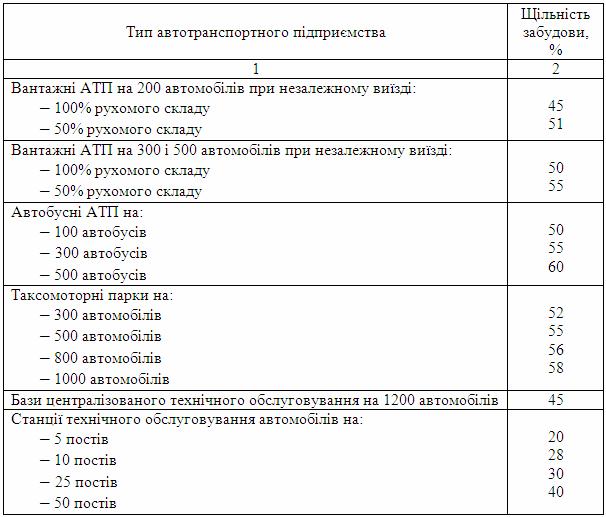
Щільність забудови підприємства визначається відношенням площі забудови до площі ділянки підприємства. В табл. 5.40 дана мінімальна щільність забудови (в відсотках) підприємств автомобільного транспорту відповідно до вимог СНиП ІІ-89-80.
Вказану щільність забудови допускається знижувати, але не більше ніж на 10% при наявності відповідного техніко-економічного обґрунтування, в тому числі при розширенні та реконструкції підприємства.
Розробляючи генеральний план, враховують загальні і місцеві вимоги. Загальні вимоги диктуються призначенням АТП та його виробничими процесами, складом і взаємозв'язком будівель і споруд, черговістю будівництва і перспективами розширення, нормативними вимогами до організації і забудови території. Місцеві вимоги зумовлюються розташуванням земельної ділянки в плані району будівництва і щодо проїздів спільного користування; розмірами, конфігурацією, рельєфом і гідрологічною характеристикою ділянки; характером забудови сусідніх ділянок; містобудівними й архітектурними вимогами і т. ін.
Таблиця 5.40 – Мінімальна щільність забудови АТП
Розрізняють два способи забудови земельної ділянки: блокований (усі основні функції підприємства виконують в одній спільній будівлі) і павільйонний (усі основні функції підприємства виконуються в окремих будівлях). Для вибору способу забудови обов’язково виконують попереднє детальне техніко-економічне обґрунтування.
Перевагу віддають блокованій забудові. Вона дає змогу знизити вартість будівництва й експлуатації будівель на 15...20% порівняно з павільйонною, поліпшити виробничі зв’язки між зонами й відділеннями, зменшити площу земельної ділянки.
Павільйонна забудова дає змогу спростити організацію і прискорити будівництво, вводити об’єкти в дію поетапно, поліпшити природне освітлення і вентиляцію приміщень та ін. Проте через істотні недоліки (збільшення площі земельної ділянки, загальне подорожчання будівництва й експлуатації будівель, зниження рівня архітектурного оформлення району) павільйонна забудова має обмежене застосування. Її можна рекомендувати при проектуванні підприємств для обслуговування великогабаритного рухомого складу з метою максимального скорочення його маневрування всередині будівлі; при будівництві підприємства на горбкуватій, гірській місцевості або в районі з м’яким кліматом; у разі реконструкції підприємства та наявності великої вільної території; при потребі стадійного розвитку підприємства, зумовленого поступовим фінансуванням. Мийну для рухомого складу дозволяється розміщувати в окремих будівлях.
Будівлі можуть бути одно-, багато- і різноповерховими (змішаної поверховості). Технологічно одноповерхова забудова доцільніша. Тому в усіх випадках, коли площа земельної ділянки достатня і немає вказівок щодо поверховості містобудівних та архітектурних органів, треба будувати одноповерхові приміщення. При багатоповерховій забудові на першому поверсі розміщують виробничі зони, а на решті – зону зберігання.
Розробляючи генеральний план, велику увагу звертають на відстані між будівлями, що враховують санітарні, будівельні і протипожежні норми. Мінімальні відстані між будівлями всередині підприємства становлять 12 м. Якщо в одній із будівель розміщений склад пального і мастильних матеріалів, то відстані збільшують у два рази. Відстань від зони зберігання автомобілів (відкритої) до зони ТО або ремонту повинна бути 10 м, між сусідніми підприємствами промислового типу – 20 м, до огорожі (паркану) або глухої вогнестійкої стіни – 2 м.
Важливим елементом генерального плану є проїзди. Вони повинні мати тверде покриття і поздовжні ухили більше як 4%. Ширина проїздів 3 м при односторонньому і 6 м при двосторонньому русі. Відстань між проїздом і будівлею завдовжки понад 20 м становить 3 м, в усіх інших випадках – 1,5 м.
Рух автомобілів на території АТП звичайно організовують кільцевим одностороннім способом. Якщо такий спосіб важко застосувати, то передбачають у тупиковому проїзді двостороннього руху майданчик розвороту рухомого складу на 180°. В усіх випадках організації руху на території АТП треба намагатись скоротити шлях автомобілів, не допускаючи зустрічного руху на одній смузі і пересічення потоків.
У зоні зберігання автомобілі розміщують групами (в групі не більше як 200 одиниць). За правилами протипожежної безпеки відстань між групами повинна бути не менше як 20 м.
В’їзд автомобілів на територію АТП і виїзд із неї здійснюється через ворота; для великих АТП – двоє робочих і двоє запасних воріт, для середніх АТП – одні робочі ворота. Робочі ворота розміщують від червоної лінії (внутрішньої лінії тротуару) на відстані не менше ніж довжина найбільшого автомобіля в цьому АТП. Ворота в’їзду повинні бути розміщені раніше, ніж ворота виїзду, за ходом дорожнього руху. Це забезпечує на території АТП правосторонній рух переважно проти годинникової стрілки і виключає пересічення шляхів.
Робочі ворота, як правило, використовують для постійного в’їзду рухомого складу, тому їх розміщують із боку вулиці або проїзду з мало-інтенсивним рухом транспорту. Біля робочих воріт розміщують контрольно-пропускний пункт. Робочі ворота звичайно роблять роздільними: одні для в’їзду, другі для виїзду. Мінімальні розміри воріт при одноповерховому зберіганні автомобілів 3,5 ? 3,5 м, а при багатоповерховому – 3,5 ? 4,2 м.
Територію земельної ділянки, вільну від забудови, проїздів і зон зберігання, впорядковують й озеленюють. Біля АТП для стоянки автомобілів індивідуальних власників обладнують спеціальну площадку. На території АТП можуть бути розташовані приміщення для ТО, ремонту і зберігання рухомого складу: адміністративно-громадські, санітарно-побутові та різні допоміжні приміщення.
При розробленні генерального плану необхідно передбачити благоустрій території підприємства, спорудження спортивних площадок, озеленення. Площа озеленення повинна складати не менше 15% площі підприємства при щільності забудови менше 50% та не менше 10% при щільності більше 50%.
Основними показниками генерального плану є площа та щільність забудови, коефіцієнт використання і озеленення території.
Площа забудови визначається як сума площ, зайнятих будівлями та спорудами всіх видів, включаючи навіси, відкриті стоянки автомобілів і склади, резервні дільниці, намічені відповідно до завдання на проектування. В площу забудови не включають площі, зайняті брукуваннями, тротуарами, автомобільними дорогами, відкритими спортивними площадками, площадками для відпочинку, зеленими насадженнями, відкритими стоянками автомобілів індивідуального користування.
Коефіцієнт використання території визначається відношенням площі, зайнятої будівлями, спорудами, відкритими площадками, автомобільними дорогами, тротуарами і озелененням, до загальної площі підприємства.
Коефіцієнт озеленення визначається відношенням площі зелених насаджень до загальної площі підприємства.
При розробленні генеральних планів підприємств необхідно користуватися таким.
1. На території підприємства перед в’їздом на пости прибиральних, мийних і інших робіт комплексу ЩО слід передбачати майданчики накопичення рухомого складу місткістю не менше 10-ти відсотків пропускної спроможності відповідних постів.
2. На території промислових філій АТП, ЦСП, БЦТО, ВТК, СТОА і ВАСНУВ слід передбачати майданчики для тимчасового зберігання рухомого складу, який належить іншим підприємствам, підрозділам підприємств й громадянам і прибуває для виробництва робіт ТО і ПР; місткість вказаних майданчиків повинна встановлюватися технологічною частиною проекту.
3. Розставлення рухомого складу на відкритому майданчику, розташованому на території підприємства, слід передбачати відповідно до схем, вказаних на рис. 5.11.
Розставлення за схемами 1-4 призначене для зберігання рухомого складу без пристрою підігріву автомобілів, а за схемами 5-7 – з пристроєм підігріву автомобілів для забезпечення запуску двигунів в холодну пору року.
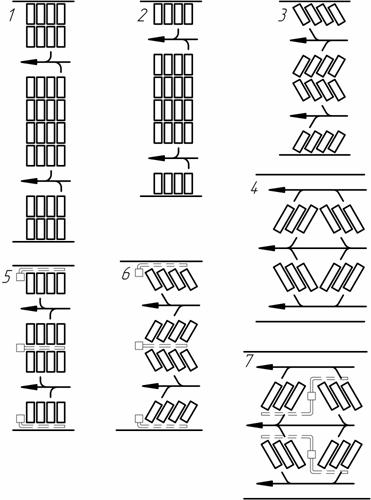
Рисунок 5.11 – Схеми розставлення рухомого складу на відкритому
майданчику, розташованому на території підприємства
Розставлення за схемами 1, 2 і 5 призначене для зберігання одиночних автомобілів і автобусів; за схемами 3 і 8 – для автопоїздів у складі сидільного тягача з напівпричепом і зчленованих автобусів; за схемами 4 і 7 – для автопоїздів у складі автомобіля з одним або декількома причепами.
Розставлення на відкритому майданчику легкових автомобілів, які належних громадянам, слід передбачати за схемами 3 і 5 без пристрою підігріву.
При розміщенні рухомого складу на відкритому майданчику рекомендується приймати кут між повздовжньою віссю автомобіля і віссю внутрішнього проїзду:
– для одиночних автомобілів і автобусів – 90°;
– для автопоїздів і зчленованих автобусів – від 60° до 45°.
4. Стаціонарні паливозаправні пункти (СПЗП) і спеціальні майданчики для розміщення пересувних автозаправних станцій на шасі автомобіля або причепа (ПАЗС) слід передбачати на території підприємства за умови забезпечення зберігання і роздавання не менше трьох сортів палива для АТП вантажних автомобілів і автобусів і двох сортів палива для АТП легкових автомобілів. Запас зберігаємого палива приймається не менше 5 днів.
Загальна місткість паливних резервуарів не повинна перевищувати:
– для стаціонарних ПЗП – 300 м3;
– для пересувних ПАЗС – 30 м3.
Кількість паливороздавальних колонок у випадку, не обумовленому завданням на проектування, слід приймати з розрахунку:
– 1 колонка на 100 автобусів;
– 1 колонка на 150 вантажних автомобілів;
– 1 колонка на 200 легкових автомобілів.
ПАЗС рекомендується застосовувати в АТП при чисельності автомобілів не більше 200 од.
Відстань від майданчика для пересувних ПАЗС до будівель і споруд АТП слід передбачати відповідно до ВСН-01-89 Мінавтотрансу РСФСР як для майданчиків з автомобілями, що перевозять ПММ, до будівель і споруд сусідніх промпідприємств – не менше 40 м.
Майданчики СПЗП і для ПАЗС повинні розташовуватися, як правило, в підвітряній зоні вітрів переважаючого напряму відносно адміністративно-побутового корпусу АТП, бути сприятливими для озеленення, при цьому насадження не повинні погіршувати умов видимості і провітрювання.
Схему руху автотранспорту на майданчиках СПЗП і ПАЗС слід приймати односторонньою, з роздільними одна від одної під’їзними дорогами.
Розміри і розміщення майданчиків для СПЗП і ПАЗС повинні забезпечувати незалежний від заправних острівців проїзд автомобілів на стоянку і при виїзді на лінію.
На СПЗП можлива організація маслорозподільного пункту у випадку, обумовленому завданням на проектування.
5. Вимоги до розміщення на території підприємства будівель і споруд, а також до санітарно-захисної зони слід приймати за ВСН-01-89 Мінавтотрансу РСФСР.
Споруди і приміщення для зберігання автомобілів
6. Зберігання рухомого складу в АТП може здійснюватися на відкритому майданчику, під навісом або в закритому приміщенні.
Способи зберігання рухомого складу в автотранспортних підприємствах слід приймати, як правило, залежно від типу автомобілів, кліматичних умов і видів транспортної роботи, наведених в таблиці 5.41.
Таблиця 5.41 – Способи зберігання рухомого складу
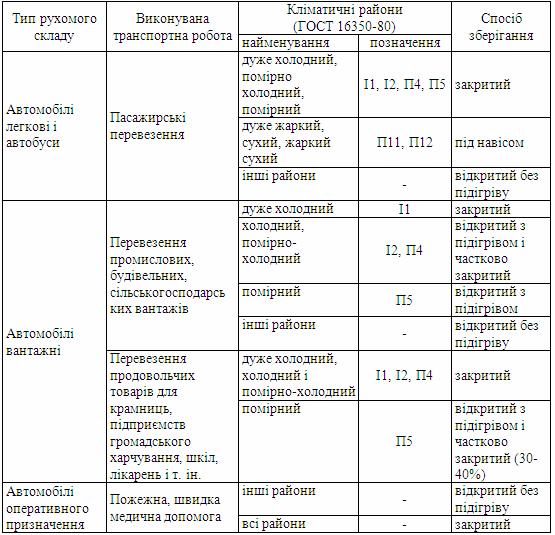
Зберігання легкових автомобілів на СТОА слід передбачати залежно від кліматичних умов:
– закрите для дуже холодного кліматичного району (І1);
– під навісом для дуже жаркого сухого кліматичного району (П12);
6.1. Розставлення рухомого складу в приміщеннях стоянки слід передбачати відповідно до схем, вказаних на рис. 5.12.
Схеми 1-9 призначені для зберігання одиночних автомобілів і автобусів, схеми 10 і 11 – для автопоїздів і зчленованих автобусів.
Кількість автопоїздів і зчленованих автобусів у напрямі руху при розставленні за схемами 10 і 11 не повинна перевищувати восьми.
При розставленні автомобілів різних категорій допускається розміщення автомобілів меншої довжини за схемами 3 і 6 в три ряди і за схемами 10 і 11 в десять рядів у напрямі руху.
Схеми 1, 2 і 4 призначені для зберігання автомобілів, які постійно повинні бути готові до виїзду, і легкових автомобілів, які належать громадянам.
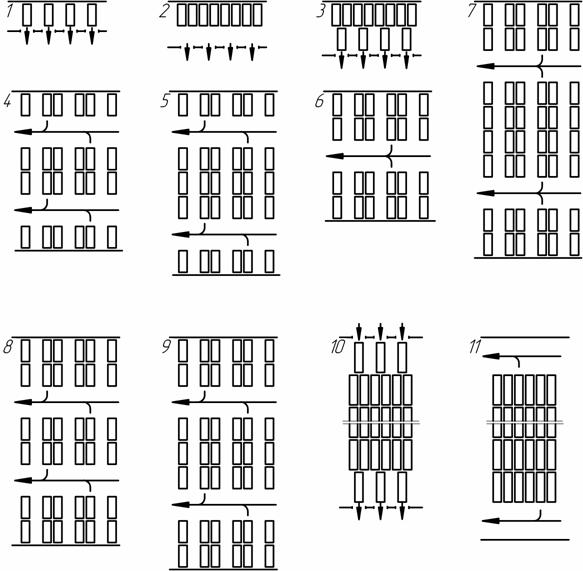
Рисунок 5.12 – Схеми розставлення рухомого складу в приміщеннях стоянки
3. Розробка плану виробничого корпусу.
Вибір оптимального об’ємно-планувального рішення конструктивної схеми будівлі має велике значення при проектуванні АТП. Розміри кроку колон і прольотів, корисну висоту поверхів вибирають так, щоб забезпечити раціональне використання корисної площі будівлі, створити найкращі умови для маневрування автомобілів. Треба також враховувати перспективні можливості використання будівлі (реконструкцію).
Конструктивну схему будівлі вибирають так, щоб вона могла забезпечити застосування прогресивних уніфікованих конструкцій, які відповідають економічним вимогам. Широко використовують уніфіковані типові секції, прольоти, конструкції і деталі. Взаємоув’язувати розміри будівель та окремих їхніх елементів дає змогу прийнята єдина модульна система (ЄМС). Вона лежить в основі уніфікації і типізації об’ємно-планувальних та конструктивних рішень будівель.
Приміщення АТП складаються немов із прямокутних паралелепіпедів, бічні вертикальні ребра яких для міцності виконують у вигляді колон прямокутного, круглого або кільцевого перерізів. Найпоширеніші прямокутні колони з розмірами 400 ? 400; 400 ? 600; 400 ? 800; 500 ? 800; 500 ? 500; 500 ? 600 мм та інші.
Центрифуговані колони кільцевого перерізу порівняно з прямокутними дають змогу економити будівельні матеріали (бетону 30...50%, сталі 15...60%), мають гарний зовнішній вигляд, поліпшують видимість і тим самим підвищують безпеку руху.
На кожну пару колон зверху по довжині укладають балки перекриття, що є опорою для кількох плит, які перекривають по ширині верхній простір між балками. Обмежений у плані по кутах чотирма колонами прямокутник утворює так звану сітку колон. У будівельній документації сітку колон умовно позначають цифровим добутком кроку колон на прогін (наприклад, 6 ? 12; 12 ? 18; 12 ? 24 м). Найменші відстані між осями рядів колон називають кроком колон, а найбільші – прогоном.
Для одноповерхових будівель АТП застосовують багатопрогінні виробничі приміщення, основні несучі конструкції яких – поперечні рами з уніфікованих елементів залізобетонних конструкцій. Сітку колон звичайно беруть 12 ? 18, 12 ? 24, 12 ? 30 м. Висота від підлоги до низу виступаючих конструкцій 4,8...7,2 м. Поперечні рами утворюються з фундаментів стаканного типу, колон прямокутного перерізу і несучих конструкцій покриттів із попередньо напруженого залізобетону. Уздовж будівель по несучих конструкціях установлюють ребристі плити з розмірами 3 ? 12 м.
Зверху для перекриття приміщень використовують будівельні балки (або ферми), панелі, плити і т.д. Будівельні балки (залізобетонні) застосовують при прогонах до 24 м, а ферми (сегментні, трапецієвидні або з паралельними поясами) – при прогонах 24 м і більше. Металевими фермами перекривають великі прогони.
Є проекти одноповерхових будівель АТП з укрупненою сіткою колон (40 ? 40 м і більше) або взагалі без них. Для покриття таких будівель застосовують сферичні оболонки подвійної кривизни, циліндричні оболонки, хвилясті склепіння, висячі вантові системи, які дають змогу збільшити прогони до 80...100 м і більше. Це дає змогу цілком виключити колони в зонах інтенсивного маневрування автомобілів, споруджувати будівлі не тільки прямокутного, а й круглого перерізу.
У великих зонах зберігання і ТО автомобілів часто для поліпшення проїзду автомобілів прибирають по всій довжині прогонів один ряд колон. Замість них накладають підкроквяні балки або ферми, на які вкладають звичайні кроквяні балки завдовжки 12, 18 і 24 м. Балки тут опираються не на колони, а на підкроквяні конструкції.
Одноповерхові будівлі АТП іноді покривають легкими тентовими або пластмасовими навісами.
Поряд з перевагами уніфікованого будівництва застосування єдиної стандартної сітки колон не завжди забезпечує раціональне планування виробничих приміщень АТП, оскільки різні групи приміщень висувають різні вимоги до сітки колон. Так, для приміщень постів ТО і ПР доцільно мати вільний простір для маневрування автомобілів, що можна забезпечити застосуванням великорозмірної сітки колон. Для виробничих цехів і дільниць доцільно застосовування дрібнорозмірної сітки колон, яка дасть змогу забезпечити раціональне планування приміщень особливо при їх невеликих площах. Крім того, в зонах ТО і ПР, особливо там де використовуються підйомні засоби, необхідна значно більша висота приміщень, ніж на виробничих дільницях.
Таким чином, вказані групи приміщень висувають різні вимоги до сітки колон і висоти приміщень. При цьому об’ємно-планувальне рішення, яке задовольняє одну групу приміщень (пости ТО і ПР), не прийнятно для іншої (цехи і дільниці) і навпаки. Тому в ряді випадків доцільно застосовувати змішану сітку колон, при якій прогони колон вибирають різними для частин будівлі, де буде розміщено зони ТО і ПР та виробничі цехи (дільниці). Наприклад, (6 + 12 + 6) ? 6; (6 + 24) ? 12 м і т. ін.
Конструктивну схему багатоповерхових будівель АТП вибрати значно складніше, ніж одноповерхових. Тут вирішальне значення мають розміри сітки колон. Ідеальною для багатоповерхових будівель АТП є однопрогінна схема без проміжних внутрішніх опор. Оптимальна шири на прогону для таксомоторних АТП – близько 15...18 м. Разом із тим для промислового будівництва розроблено багатоповерхові каркасні будівлі з найпоширенішою сіткою колон 6 ? 6 і 6 ? 9 м. Тому доводиться або використовувати типові рішення з деяким погіршенням експлуатаційних показників, або розробляти різні спеціальні конструктивні схеми для будівель АТП.
Зважаючи на це, сітку колон багатоповерхових будівель звичайно вибирають із різним кроком для кожного напряму. У поперечному напрямі найбільший розмір кроку визначається шириною проїзду, а в поздовжньому – можливістю встановлення автомобілів (звичайно від 2 до 4) між колонами. Наприклад, для легкових автомобілів, крім застосовуваної в промисловому будівництві сітки колон 6 ? 9, використовують 7,5 ? 9; 15,3 ? 6; (9 + 6 + 9) ? 5,5; (6 + 7 + 6) ? 9; (4,5 + 9 + 4,5) ? 7,5; (3+9+3) ? 7,5 м та інші. Висота поверхів 2,8...3,3 м при мінімальній висоті 2,1 м між підлогою і низом виступаючих конструкцій. Для вантажних автомобілів середньої вантажопідйомності розроблено багатоповерховий гараж із сіткою колон 15 ? 10 м.
Окремі приміщення ізолюють одне від одного і від зовнішнього середовища стінами або перегородками. Вибір конструкції стін залежить від призначення або розташування (надземна чи підземна) будівлі, а також від району будівництва. У будівлях, призначених для ТО і ремонту автомобілів, як захисні конструкції застосовують одно- або багатошарові стінові панелі, які забезпечують потрібний волого-температурний режим у приміщеннях. Для підземних будівель, які споруджують відкритим способом, стіни звичайно виконують із збірних залізобетонних плит суцільного або ребристого перерізу у вигляді 2Т різної товщини (залежно від глибини закладання).
При незначній висоті будівлі (2...3 поверхи) стінові панелі можуть бути заввишки на всю будівлю.
Деякі будівлі АТП будують із капітальними стінами, особливо в тих районах де є достатня кількість цегли. Капітальні стіни несучі. Вони сприймають вертикальні навантаження, їх застосовують у будівлях безкаркасних і з наземним каркасом. Капітальні стіни будують із цегли і блоків завтовшки 380, 510, 610 мм. Їх використовують як зовнішні, а також для ізоляції окремих зон і вогненебезпечних приміщень. Колон у капітальних стінах немає.
У каркасних будівлях вертикальне навантаження сприймають колони. Перегородка і несучі стіни виконують захисні функції, їх будують із цегли, дрібних блоків (при товщині стін 120, 250, 380 мм) або зі стінових панелей завтовшки 100, 120, 300 мм (для стін неопалюваних будівель) і 280...300 мм (для опалюваних будівель). Для південних районів несучі стіни використовують як зовнішні стіни. Усередині будівель, крім роздільних перегородок, для часткової ізоляції окремих приміщень (складу, інструментальної і т. ін.) використовують не на всю висоту приміщення дерев’яні або металеві сітки і залізобетонні збірно-розбірні плити заввишки від 2,2 до 3 м.
При будівництві й експлуатації будівлі велику увагу приділяють прорізам (ворота, двері, вікна, ліхтарі та ін.). Ворота розміщують як у зовнішніх стінах, так і в роздільних перегородках, їх використовують для проїзду автомобілів. За конструкцією розрізняють ворота двостулкові, розпашні, розсувні, підйомні і відкатні. Полотна розпашних воріт відчиняються назовні (за вимогами техніки безпеки). Останнім часом широко застосовують хитні ворота, виконані з гуми або прозорого пружного пластику. Такі ворота усувають потребу зупинки транспорту при заїзді в будівлю, оскільки м’який матеріал воріт не завдає пошкоджень автомобілю; зменшуються при цьому і теплові втрати. Звичайно ворота розміщують у торцевих стінах будівель і обладнують повітряно-тепловими завісами з автоматичною дією. Розміри воріт за шириною кратні 500 мм, за висотою – 600 мм, мінімальні розміри 3000 ? 3000 мм.
Для проходу людей в адміністративно-побутових приміщеннях і цехах, де немає великогабаритного устаткування, застосовують одностулкові двері завширшки 750 або 1000 мм. Двостулкові двері використовують у складських приміщеннях і в усіх інших цехах. Ширина цих дверей 1500 або 2000 мм. Стандартна висота усіх дверей 2400 мм.
Виробничі приміщення в денну пору освітлюються природним світлом через вікна в зовнішніх стінах або світлові ліхтарі, влаштовані на дахах будівель у спеціальних прорізах (верхнє освітлення). Окремі широкі приміщення освітлюють штучним світлом. У стінах будівель світлові прорізи роблять у вигляді окремих вікон, стрічкових і суцільних стін. По периметру будівлі вікна розміщують симетрично. Простінки між вікнами мають однакові розміри. Рами вікон роблять одинарними або подвійними залежно від призначення приміщення та кліматичних особливостей району розташування АТП. Широко застосовують економічні спарені віконні рами й одинарні віконні рами з подвійним заскленням. Висота вікон 1,2; 1,8; 2,4 м (кратна 0,6 м), ширина 1,5; 2; 3; 4 м.
Дуже важливим елементом виробничих приміщень є підлога різних видів залежно від призначення приміщення. Наприклад, у зонах зберігання, ТО, у складах запасних частин і агрегатів, у карбюраторному, агрегатному цехах застосовують асфальтобетонну, а в слюсарно-механічному, електротехнічному – торцеву з дерев’яних шашок. Останнім часом підлогу роблять із полімерних матеріалів.
Для з’єднання між поверхами у багатоповерхових будівлях застосовують різні сходи, ліфти і рампи. Прямі рампи роблять аналогічно конструкції міжповерхового перекриття, прийнятої для цієї будівлі. При збірних перекриттях пряма рампа звичайно складається з ребристих плит, укладених на похилі балки. Спіральні рампи виконують монолітними або збірними. Збірні складаються з трапецієвидних або прямо кут-них у плані плит. Є й інші конструкції.
Ширина проїзної частини одноколійних прямолінійних рамп для автомобілів І категорії (довжина до 6 м, ширина до 2,1 м) повинна дорівнювати найбільшій ширині автомобіля плюс 0,8 м; для автомобілів з великими габаритними розмірами – ширині автомобіля плюс 1,2 м; але не менше як 3,5 м. Ширина криволінійних рамп дорівнює ширині смуги, що утворюється в горизонтальній проекції автомобілем І категорії, який рухається, плюс 1 м, а більшого автомобіля плюс 1,5 м, але не менше як 2,5 м.
В загальному планувальному рішенні можливі різні варіанти розташування постів ТО і ПР, а також приміщень виробничих дільниць (рис. 5.13). Розташування виробничих дільниць і складів визначається їх технологічним до основних зон ТО і ПР.
Взаємне розташування виробничих приміщень у плані виробничого корпусу залежить від призначення, виробничих зв'язків, технологічної однорідності виконуваних у них робіт і спільності технічних, будівельних, економічних, санітарно-гігієнічних і протипожежних вимог.
1. Зони ТО-1 і ТО-2 з організацією роботи на потоці розміщують у крайніх частинах будівлі, уздовж або впоперек її осі. Якщо в цих зонах передбачено обслуговування на окремо розташованих постах одиничним методом, то кращим варіантом є розміщення зон у середній частині будівлі, поблизу допоміжних відділень.
2. Розташування зони ЩО залежить від кліматичних умов місцевості, в якій створюється АТП. У південних і центральних районах її створюють в окремому павільйоні. Це сприяє зниженню вологості повітря в основному виробничому корпусі.
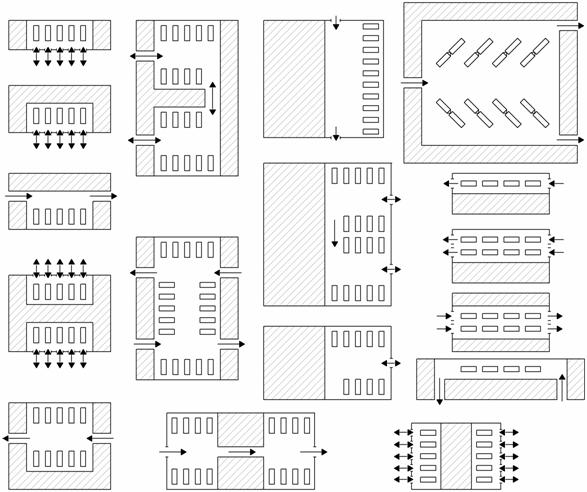
Рисунок 5.13 – Варіанти розташування постів і виробничих приміщень
(останні заштриховані)
3. Зону поточного ремонту розміщують усередині будівлі або уздовж одного з її боків, поблизу відділень, які забезпечують ритмічність роботи постів поточного ремонту.
4. Відділення ремонту й обслуговування агрегатів (механізмів) звичайно розміщують по периметру виробничого корпусу, навколо зон ТО-2 і поточного ремонту з окремо розташованими постами універсального або спеціалізованого типу.
5. Гарячі відділення (ковальське, зварювальне, мідницьке, шиноремонтне) влаштовують в одному блоці (суміжно) і відокремлюють вогнестійкими перегородками від решти приміщень.
6. Групу кузовних відділень (столярне, оббивальне, бляхарське, малярне) з технологічних міркувань розташовують поряд.
7. Механічне, агрегатне, моторне й заготівельне відділення розташовують поблизу зони поточного ремонту і складу агрегатів та запасних частин. Тут же, неподалік від цих відділень, міститься інструментальна комора.
8. Вибираючи місце для постів зон ТО-2 і поточного ремонту відносно вікон, перевагу віддають першим, оскільки на них виконується більше таких операцій, при яких потрібне природне освітлення.
9. Виробничі відділення, що мають технологічний зв’язок із зоною ТО-2 (карбюраторне, акумуляторне, електротехнічне та ін.), розміщують біля цієї зони.
10. Якщо в зоні ТО-2 застосовується потокова лінія з поперечним розташуванням постів, то паралельно цій лінії (проти кожного поста) розміщують пости поточного ремонту. У разі виявлення в процесі профілактики великих несправностей при такому плануванні легко перемістити автомобіль із лінії обслуговування в зону поточного ремонту.
11. При агрегатно-дільничній формі організації виробництва з метою полегшення управління виробничими дільницями відділення і пости цієї дільниці розміщують нерозрізнено.
12. Маслогосподарство з метою скорочення довжини трубопроводів розташовують поблизу постів мащення. Якщо ТО-1 виконується на потоці, то маслогосподарство розміщують біля останнього поста лінії.
13. Компресорну станцію розташовують поблизу тих відділень і зон, у яких стиснуте повітря використовується у найбільших кількостях.
14. Виконуючи планування, не слід приймати таких рішень, при яких потрапити в те чи інше відділення можна тільки через інше. Це порушує зручність роботи і відвертає виконавців. Треба також передбачити можливість транспортування агрегатів з одного приміщення в інше.
15. Усі робочі пости розташовують усередині закритих опалюваних будівель (за винятком постів щоденного обслуговування в районах із теплою зимою).
16. Перед робочими постами залишають простір, достатній для маневрування автомобілів, підвезення спорядження та устаткування, дрібних допоміжних робіт і т. ін.
Залежно від прийнятої форми організаційної побудови технологічного процесу ТО і ремонту автомобілів робочі пости розташовують тупиковим або прямоточним способом. При тупиковому розташуванні постів найпоширеніше прямокутне однорядне розставлення автомобілів. Косокутне розташування постів – під кутом 75, 60, 45 і 30° до осі проїзду – застосовують, коли АТП експлуатує великі автомобілі або для будівництва виділені ділянки видовженої форми. Косокутне розташування постів зменшує корисну площу виробничої зони.
Відстань між робочими постами або автомобілями, встановленими на них, і від елементів будівлі залежно від категорії автомобіля вказана у ОНТП 01-91.
З однієї зони в іншу автомобілі переміщуються проїздами, які можуть проходити всередині будівлі (для районів із холодним кліматом та для малогабаритних автомобілів) або із зовні по території АТП (у південних районах, при експлуатації автопоїздів і великих автомобілів). Внутрішні проїзди збільшують площу будівлі, проте зменшують протяги, втрати теплоти в холодну пору. Зовнішні проїзди зменшують розміри зон, підвищують безпеку руху й поліпшують санітарно-гігієнічні умови праці виконавців робіт при загальному здешевленні будівництва.
Розміри і конфігурація основних зон залежать від кількості і типу робочих постів та потокових ліній. Площі виробничих приміщень при плануванні можуть відхилятись від розрахункових у межах ± 20% (для приміщень, площа яких менша від 100 м2) і ± 10% (для приміщень, площа яких більша від 100 м2).
Місця зберігання автомобілів не повинні з’єднуватися (тобто мати двері або ворота) з приміщеннями, в яких працюють з відкритим вогнем (наприклад, з ковальським, мідницьким, зварювальним), зберігаються горючі і легкозаймисті матеріали (склади масел, оббивальне відділення та ін.) або виділяються вибухонебезпечні і шкідливі гази (акумуляторна, малярне відділення та ін.).
Зони ТО, ПР і зберігання автомобільної техніки повинні мати безпосередній вихід назовні. У приміщеннях, де зберігають до 25 автомобілів або де є до 10 робочих постів (пости потокових ліній за винятком щоденного обслуговування враховують нарівні з одиночними постами), досить одних зовнішніх воріт; до 100 автомобілів на зберіганні або 11...25 робочих постів – не менше двох воріт; 26...50 робочих постів – не менше трьох воріт. Коли є можливість виїзду через суміжні приміщення, кількість воріт може бути скорочена.
При зберіганні більше як 1000 автомобілів на кожні наступні 100 машин добавляють одні ворота.
Безпосередній вихід назовні мають також деякі виробничі і складські приміщення: склад легкозаймистих матеріалів, малярне відділення, приміщення для ацетиленогазозварювальних робіт і регенерації масел, насосна для перекачування масел незалежно від площі, яку вона займає; зарядне відділення акумуляторного цеху при площі більше як 25 м2; склад масел і обтиральних матеріалів при площі понад 50 м2; зварювальне, ковальсько-ресорне, термічне й вулканізаційне відділення при площі понад 100 м2.
Деякі зони і цехи за санітарно-гігієнічними вимогами ізолюють і розташовують осторонь від основних приміщень. Наприклад, через підвищену вологість повітря щоденне обслуговування виділяють у самостійне приміщення. Малярний цех (дільницю) розміщують осторонь і з окремим виїздом. Ізолюють від інших приміщень також зарядне відділення акумуляторного цеху, газозварювальне відділення та ін.
Приміщення, які повинні мати природне освітлення, розташовують по зовнішньому периметру будівлі. Внутрішні площі будівлі відводять під другорядні приміщення, зону зберігання автомобілів, склади, побутові кімнати, коридори і т. д.
За санітарними нормами заборонено будувати приміщення площею менш як 10 м2 і з довжиною стіни менше як 3 м. Дозволено суміщати для невеликих АТП і СТО виконання в одному приміщенні таких робіт: постові роботи на ТО і ПР; постові роботи на поточному ремонті з агрегатними й шиномонтажними; агрегатні, слюсарно-механічні; електротехнічні і карбюраторні; ковальсько-ресорні, зварювальні, мідницькі, бляхарські і термічні; столярні, оббивальні, кузовні, бляхарські (без застосування вогню).
У разі неможливості розміщення усіх виробничо-підготовчих приміщень на першому поверсі їх розміщують на поверхах, що розташовані вище, або на антресолях, у першу чергу – приміщення для електротехнічних, карбюраторних і оббивних робіт, у другу чергу – для механічних і агрегатних робіт і частково для складу запасних частин.
Якщо неможливо розташувати на першому поверсі усі пости ТО і ремонту, то в першу чергу розміщують пости ЩО, Д, ТО-1 як такі, що найбільше відвідуються.
Підрозділ 2.2 «Організація ТО і ремонту автомобілів на робочих постах і спеціалізованих виробничих дільницях» є спеціальним. Розроблення ведеться тільки для одного підрозділу підприємства, поглиблене розроблення якого було обґрунтовано при виконанні техніко-економічного обґрунтування дипломного проекту. Тому в заголовку підрозділу необхідно вказувати назву зони або дільниці, що розробляється.
В 2.2.1 «Характеристика підрозділу» необхідно навести значення і місце підрозділу у загальній схемі технологічного процесу, визначити загальний перелік видів робіт, які виконуються в підрозділі.
В 2.2.3 «Розроблення технологічного процесу робіт у зоні або на дільниці» необхідно розробити загальний технологічний процес виконання робіт в підрозділі. Загальний технологічний процес найдоцільніше надати у вигляді блок-схеми або графу, які відображають перелік та послідовність виконання робіт і визначаються технологічним призначенням зони (дільниці, поста), що проектується. При необхідності розробляється функціональна схема виконання ремонтних робіт, яка показує зв’язки даного виробничого підрозділу з іншими зонами чи дільницями підприємства.
Розроблена загальна технологія повинна визначити весь комплекс робіт, що виконуються в зоні (дільниці, посту), і забезпечити можливість розподілу об’ємів цих робіт по постах і робочих місцях, а також можливість вибору необхідного технологічного обладнання.
В 2.2.4 «Розподіл об’ємів робіт і виконавців на постах, робочих місцях і їх кваліфікації» виконується розподіл трудомісткостей виконання робіт (визначених в пункті 2.1.1) за робочими місцями, які організовуються на дільниці, та визначаються спеціальності і кваліфікація виконавців.
Розподіл об’ємів робіт і виконавців по робочих місцях доцільно виконувати паралельно з вибором технологічного обладнання для зони (дільниці, поста), що проектується. Тобто, необхідно попередньо вибрати основне технологічне обладнання згідно з загальним технологічним процесом, а після розподілу визначити повний перелік технологічного обладнання, оснастки та інструменту.
Розподіл об’ємів робіт і виконавців по робочих місцях зон ТО.
Розподіл проводиться на основі певної кількості постів ТО, вибраного методу організації обслуговування і розробленого загального технологічного процесу в зоні ТО.
Розподіл трудомісткостей робіт по постах зони, що проектується можна проводити за двома ознаками: по-перше – за видами робіт ТО (наприклад: пост № 1 – контрольно-діагностичні, пост № 2 – кріпильні і регулювальні тощо); по-друге – за агрегатами і системами автомобіля (наприклад: пост № 1 – обслуговування двигуна, пост № 2 – агрегати трансмісії тощо). Можливий змішаний варіант розподілу, тобто: розподіл проводиться за агрегатами автомобіля, а деякі види робіт (як правило діагностичні, мастильні) виносяться на окремий пост. Послідовність проведення розподілу може бути такою.
1. Виходячи з вибраного раніше методу організації технологічного процесу в зоні, що проектується прийняти метод розподілу робіт по постах (1 – за видами робіт, 2 – за агрегатами і системами автомобіля, 3 – змішаний), даючи перевагу другому і третьому. При цьому можна користуватись розробленими типажами зон ТО і ПР.
2. Знаючи кількість постів в зоні, розділити весь обсяг робіт технічного обслуговування по постах зони ТО.
3. Способом розподілу трудомісткостей ТО і ПР поділити кожний пост на кілька робочих місць, і визначити, які роботи будуть проводитись на кожному робочому місці і в якому об'ємі.
4. Виходячи з об'єму робіт, визначити розрахункову кількість робочих на кожне робоче місце (аналогічно визначенню чисельності робочих для цілої зони ТО).
5. Групуючи трудомісткості виконання різних робіт, добитись, щоб кількість виконавців на робочих місцях була близька до цілого числа. Користуючись тарифно-кваліфікаційними довідниками вибрати необхідні спеціальності і розряди робочих.
Розподіл об’ємів робіт і виконавців по робочих місцях зони ПР.
Розподіл трудомісткостей і виконавців по постах і робочих місцях зони ПР проводиться аналогічно розподілу об'ємів робіт з ТО, з врахуванням таких особливостей.
1. Для виконання поточного ремонту на постах ПР не застосовується метод ремонту на поточних лініях.
2. При виконанні ПР на універсальних постах необхідно визначити частку загального об'єму постових робіт ПР, яка припадає на один типовий (універсальний) пост і провести в межах цього поста розподіл об’ємів робіт і виконавців по робочих місцях. Всі інші пости вважаються аналогічними.
3. При виконанні ПР на спеціалізованих постах, розподіл по постах зони проводиться, в основному, за агрегатами і системами автомобіля (як виключення, можливе проведення деякого виду робіт по цілому автомобілю на окремому посту (контрольно-діагностичні, малярні). Частка трудомісткостей постових робіт, яка припадає на окремий агрегат чи систему автомобіля, визначається за [20, 24, 25, 28, 29].
Розподіл об’ємів робіт і виконавців по робочих місцях дільниць ПР.
При проектуванні дільниць ПР розподіл об’ємів робіт проводиться в межах тільки цієї дільниці по робочих місцях. При цьому необхідно врахувати, що один робочий може працювати на декількох робочих місцях.
Розподіл можна проводити в такій послідовності.
1. Користуючись типовими плануваннями дільниць ПР, на основі розробленого загального технологічного процесу, виконати попереднє планування дільниці з розташуванням вибраного технологічного обладнання.
2. За попереднім плануванням дільниці визначити кількість і місця розташування робочих місць на ній.
3. Знаючи загальний об’єм і технологію проведення робіт на дільниці, визначити, які роботи і в якому об’ємі будуть виконуватись на кожному робочому місці.
4. Виходячи з об’єму робіт, визначити розрахункову кількість робочих на кожне робоче місце (аналогічно визначенню чисельності робочих для цілої дільниці).
5. Групуючи трудомісткості виконання різних робіт, домогтись, щоб кількість виконавців на робочих місцях була близька до цілого числа. Користуючись тарифно-кваліфікаційними довідниками вибрати необхідні спеціальності і розряди робочих.
2.2.4 Обґрунтування і вибір технологічного обладнання доцільно виконувати на основі варіантного пошуку, порівнюючи кілька варіантів технологічного обладнання між собою на основі технічних та вартісних показників.
Технологічне обладнання – це оснастка виробничих зон АТП і СТОА, призначенням якої є механізація технологічних процесів технічного обслуговування і ремонту рухомого складу автомобільного транспорту.
Обладнання для проведення робіт на постах зон ТО, ПР, діагностики, а також для дільниць і цехів АТП, приймається відповідно до технологічної необхідності, виходячи з умов забезпечення технологічного процесу виконання робіт з ТО або ПР.
При виконанні дипломного проекту все обладнання необхідно поділити на три групи:
– основне технологічне обладнання (станки, стенди, діагностичне, підйомно-оглядове, підйомно-транспортне тощо);
– технологічну оснастку (верстаки, столи, шафи, стелажі тощо);
– пристрої та інструменти (спеціальні пристрої, спеціалізовані комплекти інструментів, універсальні інструменти тощо).
Номенклатура і кількість обладнання виробничих зон і дільниць приймаються за табелями і довідниками технологічного обладнання і спеціалізованого інструменту для АТП і СТОА [41, 42, 44, 45].
Кількість основного технологічного обладнання визначається за річною трудомісткістю робіт на цьому обладнанні:
![]() , (5.79)
, (5.79)
де ![]() – річний об’єм даного виду робіт;
– річний об’єм даного виду робіт;
![]() – кількість робочих днів зон ТО і ПР;
– кількість робочих днів зон ТО і ПР;
![]() – тривалість робочої зміни;
– тривалість робочої зміни;
![]() – число змін;
– число змін;
![]() – коефіцієнт використання обладнання, відношення часу роботи обладнання до тривалості робочої зміни. Коефіцієнт залежить від роду і призначення обладнання. В умовах АТП він може бути рівним 0,75 ... 0,9.
– коефіцієнт використання обладнання, відношення часу роботи обладнання до тривалості робочої зміни. Коефіцієнт залежить від роду і призначення обладнання. В умовах АТП він може бути рівним 0,75 ... 0,9.
![]() – число робітників, одночасно працюючих на даному обладнанні.
– число робітників, одночасно працюючих на даному обладнанні.
Кількість обладнання, яке використовується періодично, тобто немає повного завантаження, визначається комплектом за типовим табелем обладнання для даної дільниці, зони, поста в залежності від кількості автомобілів на підприємстві.
Число одиниць піднімально-оглядового обладнання визначається числом постів ТО і ПР та ступеня механізації технологічних процесів в зонах і дільницях ТО і ПР.
Кількість технологічної оснастки визначається залежно від числа робітників, що працюють в найбільш завантажену зміну.
При визначенні кількості верстаків та робочих столів необхідно врахувати кількість робітників в найбільш завантажену зміну, які будуть за ними працювати.
При визначенні кількості тумбочок і шаф для пристроїв та інструментів, а також кількості стелажів для агрегатів і запасних частин необхідно врахувати зручність доступу до них і кількість агрегатів, запасних частин, пристроїв та інструментів, що будуть на них зберігатися.
Кількість спеціальних пристроїв та комплектів інструментів вибирається залежно від числа робочих, які будуть працювати з цим інструментом.
Приклад. Визначимо кількість стендів для розбирання-складання двигунів на дільниці для ремонту двигунів.
Згідно з розподілом об’ємів робіт і виконавців трудомісткість цього виду робіт складає 3800 (люд.-год) і число виконавців два. Одночасно біля стенду може працювати один робочий.
![]() .
.
Приймаємо два стенди.
За результатами вибору технологічного обладнання формується табель технологічного обладнання за формою табл. 5.42.
Таблиця 5.42 – Табель технологічного обладнання _________ дільниці (зони)
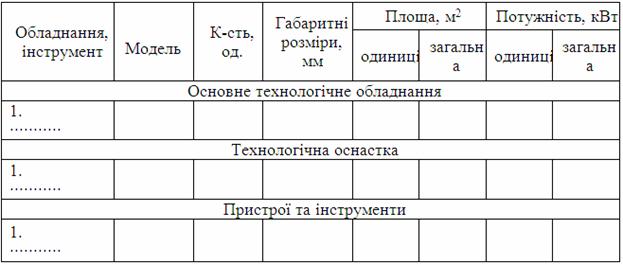
Сумарна площа
Сумарна потужність
ΣР = … кВт.В 2.2.5 «Уточнений розрахунок площі підрозділу» виконується визначення площі зони чи дільниці за формулами (5.74) або (5.75) з урахуванням геометричних розмірів обладнання, визначеного в пункті 2.2.4.
В 2.2.6 «Розроблення планувального рішення виробничого підрозділу» виконується розроблення плану розташування технологічного устаткування, виробничого інвентарю, робочих та допоміжних постів, підйомно-транспортного і іншого обладнання, на основі чого розробляється технічна документація розташування та монтажу обладнання.
Кожен виробничий підрозділ має свої особливості, тому планувальні рішення носять індивідуальний характер.
Планувальне рішення підрозділу необхідно виконувати дуже старанно. Для цього рекомендується виготовити з цупкого паперу шаблони горизонтальної проекції кожного виду обладнання в тому самому масштабі, що і план приміщення. Для прийняття планувального рішення складають декілька попередніх варіантів розташування обладнання і вибирають оптимальний. Основними факторами, що визначає принципи розташування обладнання, є послідовність його використання в технологічному процесі та норми розташування обладнання. На прийнятому плані наводять прив’язку обладнання до конструктивних елементів будівлі у відповідності з будівельними стандартами.
Площу приміщення уточнюють за фактичними розмірами прийнятого плану розташування обладнання. Відхилення від розрахункової площі допускається в межах 20% для приміщень з площею до 100 м2 і 10% – з площею більше 100 м2.
На плані підрозділу повинні бути наведені робочі місця.
В 2.2.7 «Розрахунок рівня та ступеня механізації» визначають показники використання ручної та механізованої праці ремонтних робітників даного виробничого підрозділу.
До ручного способу виробництва відносяться роботи, що виконуються за допомогою найпростіших знарядь праці: молотка, викрутки, напилка, гайкового ключа, ручного дриля, а також роботи, що виконуються за допомогою пристосування і пристроїв, що приводиться в дію мускульною силою людини (зйомники, домкрати, крани і інше обладнання, що має привод від спеціального джерела енергії).
До виконуючих роботу механізованим або механізовано-ручним способом потрібно відносити робітників, що використовують один або декілька видів обладнання протягом зміни. Загальний час використання обладнання повинен складати не менше 30% робочого часу, в іншому разі виконавців потрібно відносити до робітників, що виконують роботу ручним способом.
Визначення показників механізації процесів ТО, ремонту автомобілів має як теоретичну, так і значну практичну цінність з точки зору раціональної організації технологічних процесів, зменшення собівартості робіт, оптимізації продуктивності праці виконавців. Тільки забезпечення необхідного рівня механізації дозволяє застосовувати високопродуктивні ресурсозберігаючі технології, поліпшувати умови праці робітників.
Оцінювання механізації виробничих процесів проводиться в основному за двома інтегральними показниками: рівнем механізації виробничих процесів та ступенем механізації. Базою для визначення цих показників є спільний аналіз операцій технологічних процесів і обладнання, яке використовується при виконанні цих операцій.
Рівень механізації Р визначає частку механізованої праці в загальних трудовитратах.
Ступінь механізації С визначає заміну робочих функцій людини реальним обладнанням в порівнянні з цілком автоматизованими технологічними процесами.
Кількість робочих функцій людини, що замінюється обладнанням, визначається поняттям «ланковість» обладнання – ![]() . Залежно від того, яка кількість робочих функцій людини замінюється, всі засоби механізації поділяються на такі групи:
. Залежно від того, яка кількість робочих функцій людини замінюється, всі засоби механізації поділяються на такі групи:
– ручні засоби механізації – ![]() ;
;
– машини ручної дії без спеціального джерела енергії – ![]() ;
;
– механізовані ручні машини з підводом енергії від спеціального джерела – ![]() ;
;
– механізовані машини – ![]() ;
;
– машини-напівавтомати – ![]() ;
;
– машини-автомати – ![]() ;
;
– гнучкі автоматизовані виробництва –![]() .
.
До ручних (немеханізованих) операцій відносяться операції, які виконуються з використанням ручного інструменту та без нього.
До механізованих операцій відносяться операції, які виконуються з використанням обладнання та інструменту з Z =1-3.
До автоматизованих відносяться операції, які виконуються з використанням автоматизованого обладнання з Z = від 3,5 до 5.
З урахуванням специфіки виробничих процесів в АТП максимальний рівень ланковості технологічного обладнання становить 4.
Розрахунок часткових показників виконується: за процесами ТО – на одну дію; за процесами ПР – на один поточний ремонт відповідно до певного переліку робіт; за складськими та допоміжними роботами – відносно умовної кількості вантажів, що зберігаються на кожному складі та відносно умовного обсягу кожного виду допоміжних робіт.
Часткові показники механізації виробничих процесів ТО та ПР розраховуються:
– для вантажних АТП – за найчисельнішою моделлю вантажного автомобіля;
– для автобусних АТП – за найчисельнішою моделлю автобуса;
– для легкових АТП – за найчисельнішою моделлю легкового автомобіля;
– для змішаного АТП – за найчисельнішою моделлю кожного типу рухомого складу.
Для всіх АТП при рівній кількості автомобілів різних моделей в межах одного типу рухомого складу розрахунок часткових показників виконується за моделлю, яка має найбільшу трудомісткість ТО та ПР.
Якщо кількість автомобілів одного типу для змішаних та змішано-пасажирських АТП складає 10% і менше від загальної кількості автомобілів в АТП, допускається розрахунок показників для цього типу автомобілів не виконувати.
При наявності в АТП автопоїздів розрахунок показників механізації виконується для автомобіля-тягача.
Часткові показники для складських та допоміжних робіт розраховуються для АТП в цілому незалежно від типу рухомого складу.
За отриманими частковими показниками визначаються показники механізації для АТП в цілому.
Рівень механізації виробничих процесів, розраховується за формулою:
![]() , (5.80)
, (5.80)
де ![]() – трудомісткість механізованих операцій, визначена за технологічною документацією, люд.-год;
– трудомісткість механізованих операцій, визначена за технологічною документацією, люд.-год;
![]() – загальна трудомісткість всіх операцій процесу з технологічної документації, що застосовується, люд.-год.
– загальна трудомісткість всіх операцій процесу з технологічної документації, що застосовується, люд.-год.
Ступінь механізації виробничих процесів ТО, ремонту автомобілів розраховується за формулою:
![]() , (5.81)
, (5.81)
де М – сумарна кількість механізованих операцій, які виконуються з обладнанням відповідного рівня механізованості;
4 – максимальне значення рівня ланковості (технічного рівня механізованості);
Н – загальна кількість операцій за технологічним процесом.
Визначення М виконується за такою залежністю:
![]() , (5.82)
, (5.82)
де ![]() – значення ланковості обладнання, що використовується;
– значення ланковості обладнання, що використовується;
![]() – кількість механізованих операцій, які виконуються з використанням обладнання ланковості
– кількість механізованих операцій, які виконуються з використанням обладнання ланковості ![]() ,
, ![]() ,
, ![]() ,
, ![]() та
та ![]() , відповідно.
, відповідно.
2.2.4 «Розроблення і оформлення технологічної карти виробничого процесу на дільниці» виконується для окремих операції чи видів обслуговування або для виконання робіт на окремому робочому місці.
Технологічні карти розробляються відповідно до переліку операцій технічного обслуговування чи поточного ремонту, визначених нормативно-технічною документацією.
Технологічні карти можуть бути оформлені в двох форматах (форма 1 і 2).
При необхідності для деяких операцій (контрольних, регулювальних та ін.) виконуються ескізи, які наочно показують їх виконання. Елементи ескізів позначаються номерами, на які роблять посилання в технологічній карті. Пристрої та інструменти, що застосовуються при проведенні робіт, зображуються на ескізі в робочому положенні, яке відповідає закінченню операції.
В 2.3 «Проектування (модернізація) конструкції технологічного обладнання» виконується розроблення з поліпшення конструктивних характеристик обладнання, що використовується для обслуговування та ремонту автомобілів в послідовності, наведеній у відповідних заголовках пунктів.
В 2.3.1 «Оцінювання параметрів конструкцій технологічного обладнання» розроблення доцільно починати з виконання цілеспрямованого огляду існуючих вітчизняних та закордонних видів конструкцій певного виду. Огляду підлягають питання загальної конструкції обладнання, принципів його роботи, технічні та надійнісні характеристики.
При виконанні аналізу основних параметрів конструкцій технологічного обладнання необхідно:
– провести порівняльну характеристику однотипних параметрів видів обладнання, що розглядається (мінімум 5-6 параметрів);
– показати переваги та недоліки окремих видів обладнання та причини їх появи.
Вибір типової конструкції, на основі якої проводиться модернізація (проектування) конструктивних елементів, полягає у виконанні порівняльного аналізу аналогічних видів обладнання, що розглядалося в попередніх підрозділах, їх складових частин, характеристик на предмет відповідності техніко-економічним вимогам та у виборі єдиного виду обладнання, який має найбільші переваги та найменші конструктивні недоліки, найбільш відповідає прийнятим умовам експлуатації. Вибір конструкції проводиться на основі прийнятого критерію – комплексного параметра, що найбільш суттєво відтворює мету проведення модернізації обладнання. Критерій вибирається студентом на основі даних завдання проекту.
Послідовність вибору та обґрунтування вузла, агрегату, який буде модернізуватися (проектуватися), включає такі пункти:
– надання повного переліку вузлів та агрегатів обладнання, що модернізується, (бажано подавати у табличному вигляді);
– наведення призначення та принципів роботи вузлів обладнання;
– огляд основних характеристик вузлів: технічні, економічні,
експлуатаційні (значення параметрів та інтервали їх змін);
– аналіз відповідності технічних та технологічних характеристик
вузлів обладнання умовам виробництва (проводиться з використанням
критерію відповідності).
– вибір вузла (ів), який (і) необхідно модернізувати.
В 2.3.2 «Варiантний пошук перспективного конструкторського рішення» проводяться дослідження на предмет вибору раціонального з можливих варіантів вдосконалення конструкції окремого вузла, присто-сування, чи обладнання в цілому. Розробки виконуються в послідовності пунктів а), б) … та за вимогами, наведеними нижче.
1. Моделювання можливих варіантів конструктивних рішень технологічного обладнання
Загальні задачі моделювання
Модель щоразу виступає як засіб досягнення заданої мети, замінюючи з заданою точністю систему-оригінал. Таким чином, областю застосування методів моделювання є вирішення складних питань, поставлених перед інженерами-системотехніками, коли одержання необхідних результатів традиційними способами (точні рішення, експеримент) економічно недоцільно чи неможливо. Тому вивченню методології моделювання і засобів розроблення конструктивних, математичних і імітаційних моделей приділяється важливе місце в навчальних планах підготовки фахівців з автомобільного транспорту. Формальні моделі широко використовуються при вивченні багаторівневих систем комплексними експериментами, систем автоматизованого проектування, гнучких виробничих систем. Організація і реалізація зазначених задач вимагають залучення фахівців з різною професійною орієнтацією, здатних проводити системні дослідження.
Класифікація моделей
Розглянемо класифікацію моделей, виходячи з категорій відображення, призначення, форми, часу і властивості.
Як засіб відображення прототипу розрізняють субстанціональні, структурні і функціональні моделі.
Субстанціональна модель зосереджує увагу на матеріалі прототипу і зовні нагадує досліджуваний об’єкт. Прикладами таких моделей можуть служити кусок шини як модель колеса, призначена для вивчення нового технологічного процесу ремонту.
Структурна модель вибирається виходячи з того, що повинно бути зроблено, і показує взаємини між елементами прототипу (переважно в статиці). Схема організації керування галуззю і принципова схема бортової обчислювальної системи є прикладом структурних моделей.
Функціональна модель тісно пов’язана зі структурою і будується виходячи з того, що може бути зроблено, розглядає відносини між системами в динаміці. Прикладами можуть служити модель акустичної системи у вигляді коливального контуру, тимчасова діаграма роботи системи передавання сигналів даних.
Відповідно до призначення модель заміняє прототип для проведення на ній експериментів, у процесі яких і коректується даний прототип системи. Як засіб осмислення реальних зв'язків модель дозволяє упорядкувати і систематизувати знання про систему, встановити ресурси, необхідні для її проектування. Перехід від описової моделі до задання моделі в стислій формі дозволяє уточнити структуру прототипу, розкрити відносини між його елементами, залучити до обговорення структури взаємозв’язків підсистем інших дослідників. Моделі широко використовують при вивченні ергономіки кабіни. Корисність моделі як засобу експериментування виявляється в можливості створення важкодосяжних і аварійних умов руху, виявлення причин несправностей і їхнього впливу на безпеку руху. Моделі прогнозування використовуються для передбачення поведінки систем і їх подальшої доробки.
Стосовно транспортних систем важливим фактором використання тренажерів є безпека навчання.
Вільна модель дає можливість переносити на оригінал будь-яку інформацію, отриману за допомогою моделі.
Фіксована модель дозволяє переносити на прототип лише інформацію строго фіксованого типу.
Інформаційна модель подається у вигляді відтворених системами сигналів, які несуть відомості про зміни, що відбуваються в системах, організованих відповідно до заданих правил.
За природою елементів інформаційні моделі поділяють на матеріальні й абстрактні. Матеріальні моделі складаються з матеріальних елементів, причому в деяких випадках може навіть зберігатися субстанція елементів прототипу. Випробування автомобіля в аеродинамічній трубі є прикладом матеріальної моделі прямої аналогії. Матеріальні масштабні моделі використовуються при будівництві.
У матеріальних моделях непрямої аналогії субстанція елементів змінюється, зберігаються лише закони, що керують поведінкою елементів. Прикладом непрямої аналогії є подання коливань маятника у вигляді коливань в електричному коливальному контурі.
Велике поширення на практиці одержали абстрактні моделі, під якими розуміють продукти мислення. Абстрактні моделі у свою чергу поділяються на образні і знакові. Образні моделі закріплюються на матеріальних носіях у вигляді зліпків, фотографій, рисунків, картин, телевізійних зображень і більш абстрактних зразків, таких як карти, креслення, діаграми. Незважаючи на наочність образних моделей і зручність їхнього застосування при вивченні систем, вони є проміжними, перехідними до вищої форми абстрактних моделей, перетворюючись в знаки, позбавлені конкретного змісту.
Засобом відображення реальної дійсності служить мова. Елементами мови є поняття в словесному поданні. Кожна мовна система містить фіксований, очищений від неоднозначності набір понять – тезаурус. У ньому кожному слову відповідає одне-єдине поняття і навпаки.
При подальшому абстрагуванні мислення образи стають усе загальнішими, переходячи до аналітичних і імітаційних моделей. При створенні аналітичних і імітаційних моделей ототожнюється образ і реальна система. Ці моделі універсальніші і дозволяють змінювати параметри і перебудовувати структуру системи-замінника. Аналітичні моделі описують процеси функціонування складних систем у вигляді деяких функціональних співвідношень. Їх широко використовують при аналізі функціонування, для опису динаміки руху, оптимізації параметрів систем і т.п.
Найважливіший клас складають логіко-лінгвістичні (семіотичні) моделі, що використовуються при створенні систем штучного інтелекту. При повній роботизації систем керування, наприклад, при заміні водія динамічною системою, що вибирає один з наявних альтернативних варіантів дій, моделі цього класу дозволяють на основі аналізу виниклої ситуації і правил поведінки систем штучного інтелекту вибрати рішення з заданого набору елементів. Ці правила містять у собі досвід людини-експерта, що має навички керування з урахуванням відмов елементів керування динамічною системою чи раптовою зміною стану повітряного простору. Звідси виникає проблема розроблення нових логічних мов подання знань і навичок водія, що застосовуються при створенні логіко-лінгвістичних моделей.
Зазначений клас аналітичних моделей можна, наприклад, використовувати і при розв’язанні задачі складання зміненого розкладу руху у випадку несподіваного скасування чи введення нових рейсів. Істотним є те, що в основі логіко-лінгвістичної моделі лежить експертне оцінювання виникнення випадкової ситуації, що дозволяє скористатися евристичними знаннями.
Обмежувальними факторами, що перешкоджають широкому використанню аналітичних моделей, є вимога високого рівня математичної культури фахівців; труднощі вибору конкретних обмежень і допущень у міру ускладнення моделі; частковий характер отриманих рішень при використанні чисельних методів для одержання конкретних результатів (при заданих початкових умовах).
Імітаційні моделі – це, як правило, алгоритми програми, структури даних, що відображають процес функціонування системи чи її композиційні властивості, але такі моделі можуть бути і не орієнтовані на машинну імітацію. Оцінювання результатів процесу імітації і формування варіантів керування може вироблятися людиною-експертом. Перевагою імітаційних моделей, порівняно з аналітичними, є можливість вирішення ймовірнісних задач великої складності. У рамках імітаційного підходу задача оптимізації звичайно не ставиться.
Факторами, що обмежують застосування імітаційних моделей, є висока трудомісткість розроблення алгоритмів і програм для одержання окремих рішень; великі витрати машинного часу в процесі прогону
моделі на ЕОМ. Змішані моделі є композицією різних форм систем
замінників. Сюди можна віднести тренажери, у яких разом з
устаткуванням кабіни, сервомоторами, силовими приводами і іншими елементами реальної системи використовуються цифрові й аналогові обчислювальні машини. Серед змішаних моделей особливе значення мають аналітико-імітаційні моделі, у яких для оцінювання подій з малою імовірністю появи використовуються аналітичні методи, а для оцінювання поведінки моделі під впливом сукупності випадкових процесів застосовують імітаційні моделі.
Неперервні моделі описують системи, у яких можливі появи континууму можливих станів. Наявність у приймальних пристроїв порогів чутливості в часі і за значенням дозволяє описати більшість реально існуючих процесів дискретними (цифровими) моделями. Основна перевага дискретних моделей у тому, що задачі в дискретній постановці вимагають часу розрахунку, який в 10-12 разів менший, ніж при використанні чисельних методів інтегрування диференціальних рівнянь, що описують неперервні моделі. У технічних додатках методи оброблення даних, поданих цифровими моделями, безперечно є найекономічнішими, раціональними і точними.
Детерміністські моделі розглядають «точну» поведінку системи-замінника на заданому відрізку часу.
Для ймовірних моделей, у яких точно відомі значення розподілу випадкових величин, динаміка моделі описується функцією.
Іншим різновидом недетерміністських моделей є неповністю визначені процеси, описувані нечіткими моделями. Нечіткі підмножини пов’язані з розпливчатістю, невизначеністю і суб'єктивністю. Переваги використання нечітких моделей – їхня спільність. У повсякденному житті більшість задач, що зустрічаються, можуть бути описані нечіткими моделями.
Нелінійні моделі відіграють вирішальну роль при довгострокових прогнозах розвитку галузі, описанні поведінки цифрових автоматів.
Вимоги до формування модельних варіантів конструкції технологічного обладнання
Моделювання конструкції технологічного обладнання включає, як правило, надання мінімум трьох можливих варіантів модернізації конструкції (нові кінематичні схеми, принципово нове компонування, нові гідро-, електро-, пневмопринципи роботи обладнання) вузла чи агрегату, який модернізується.
Виявлення можливих варіантів модернізації виконується на основі творчого інженерного мислення студента з урахуванням обсягу знань з відповідних дисциплін.
З кожного можливого варіанта необхідно:
– навести перелік параметрів впливу та межі зміни їх значень;
– надати технічні, конструкторські, ескізні характеристики (бажано в узагальненому табличному вигляді).
Для повнішого опису варіантів конструкцій необхідно надати ескізний вигляд конструкції вузла з кожного варіанта модернізації з коротким описом складових частин.
Приклад
Умова модернізації: модернізується вузол роздаткового пістолета в мийній установці. Необхідно розробити варіанти можливої модернізації конструкції даного вузла на рівні ескізного проекту.
Початкові умовні дані: тиск в системі – Р; кут робочого сопла – L; діаметр сопла – d; форма сопла – F.
Можливі модельні варіанти модернізації.
Перший варіант:
– зміна тиску в системі: Р – збільшення; L, d, F – сталі.
Другий варіант:
– зміна кута робочого сопла: L – менше, більше; Р, d, F – сталі.
Третій варіант:
– зміна діаметра сопла – d, інші параметри – сталі.
Четвертий варіант:
– зміна форми сопла – F , інші параметри – сталі.
Межі зміни параметрів вузла, що модернізується:
– Р – 10-20 атм; L – 30-45; d – 10...50 мм; F – конусна, циліндрична форма.
2. Перевірка варіантів на вимоги роботоздатності, техніки безпеки, виробничої санітарії, конкурентоспроможності, експлуатаційної та ремонтної ефективності.
Виконання даного комплексу робіт з модернізації (проектування) конструкції технологічного обладнання вимагає виконання порівняльного оцінювання варіантів модернізації з таких вимог:
– виконати комплексний розрахунок вузлів та деталей варіантів модернізації конструкції за параметрами, що змінюються;
– надати результати модернізації за переліком оцінних параметрів (у табличному вигляді);
– розглянути переваги і недоліки всіх варіантів.
З кожного варіанта модернізації конструкції розглянути питання:
– довговічність роботи;
– ремонтопридатність;
– техніка безпеки;
– виробнича санітарія;
– конкурентна спроможність;
– економічна ефективність.
3. Вибір та обґрунтування оптимального варіанта проектування
Вибір оптимального варіанта проектування проводиться в такій послідовності:
– вибір критерію (їв) оптимальності (ефективності) модернізації;
– порівняння значень параметрів окремих варіантів модернізації із необхідним значенням вибраного критерію (критеріїв) оптимізації;
– вибір оптимального варіанта за прийнятим критерієм оптимізації;
– обґрунтування проведеного вибору.
Вибір критерію оптимальності
Одним з найважливіших питань оптимізації виробничих процесів на автомобільному транспорті є вибір і обґрунтування критерію оптимальності (ефективності). До теперішнього часу не існує єдиної теорії ефективності, яка б давала чітке означення місця і ролі кожної галузі в цілому, окремих підгалузей, виробництв, підрозділів.
Доцільність прийняття того чи іншого рішення визначається, перш за все, економічними показниками якості функціонування систем. Це висуває певні вимоги до критеріїв ефективності взагалі і, певною мірою, на автомобільному транспорті.
Критерій ефективності повинен відбивати конкретні умови, в яких він приймається, і забезпечувати об'єктивне рішення проблеми, що розглядається, з точки зору народногосподарської ефективності. Тому можна сказати, що критерій оптимальності – це міра для порівняння кількісного оцінювання різних варіантів прийняття рішення.
Вибір і наукове обґрунтування критеріїв ефективності – одна з найважливіших умов успішного розв’язання різних задач і виконання конкретних досліджень. В процесі обґрунтування і вибору критерію ефективності слід дати відповіді на два запитання: по-перше, що вимірювати; по-друге, яка поведінка системи забезпечує оптимальне досягнення мети?
Можна сформулювати основні вимоги, яким повинен відповідати
критерій оптимальності:
– по можливості бути одним, що дозволяє вибрати найпростіший
процес вирішення задачі, особливо з використанням ЕОМ;
– виражати в кількісній мірі і допускати об'єктивне оцінювання точними методами;
– кількісна міра критерію ефективності повинна об'єктивно відбивати результати чи хід розв’язання задачі;
– кількісна характеристика критерію повинна бути чутливою навіть до незначних змін обмежень, що накладаються на задачу;
– мати точне математичне вираження і бути розрахованим.
Вибір критерію ефективності залежить від масштабу задач, що вирішуються. В цьому відношенні системний аналіз дозволяє сформувати критерії ефективності з врахуванням загального критерію. Тому слід розрізняти загальні критерії, що характеризують народногосподарський ефект, і часткові критерії, що характеризують окремі задачі, але в тісному зв'язку і єдності з загальними.
Розглянемо загальні критерії ефективності функціонування автотранспортних підприємств. Основне призначення транспорту – переміщення різних вантажів в часі і просторі.
Як критерій ефективності можна приймати прибуток, норму
рентабельності, ціну продукції. В цілому прибуток дійсно характеризує
економічну потужність автотранспортного підприємства. Але цей критерій
не може виступати як загальний критерій народногосподарської
ефективності, оскільки він безпосередньо пов'язаний з тарифами на
перевезення.
Як критерій ефективності можна прийняти норму рентабельності:
![]() (5.83)
(5.83)
де ![]() – прибуток кожного і-го приведеного автомобіля;
– прибуток кожного і-го приведеного автомобіля;
![]() – ціна перевезення і-го приведеного автомобіля.
– ціна перевезення і-го приведеного автомобіля.
Тобто норма рентабельності базується на прибутку і враховує витрати на перевезення. Однак суттєвий недолік цього показника – його безрозмірність, що обмежує форму виразу цільової функції.
Найзагальнішим є критерій мінімуму приведених затрат, який відображає величину сукупних затрат суспільної праці на автотранспорті.
Числове значення цього критерію розраховується за формулою:
![]() (5.84)
(5.84)
де ![]() – затрати на експлуатацію рухомого складу, грн.;
– затрати на експлуатацію рухомого складу, грн.;
![]() – нормативний коефіцієнт ефективності капітальних вкладів;
– нормативний коефіцієнт ефективності капітальних вкладів;
![]() – капітальні вклади, грн.;
– капітальні вклади, грн.;
![]() – вантажообіг, т/км.
– вантажообіг, т/км.
Наведені питомі затрати складаються із затрат на експлуатацію рухомого складу і відповідного ефекту від капітальних вкладів.
Затрати на експлуатацію складаються із змінних і постійних. Змінні затрати пов'язані з надійністю і довговічністю автомобілів. Тому як загальний критерій прийняті приведені затрати.
Часткові критерії ефективності функціонування автотранспортних підприємств і окремі підсистеми характеризують використання парку автомобілів при мінімальних витратах на утримання рухомого складу.
Часткові критерії ефективності повинні задовольняти загальний критерій, а це можливо, якщо кожен з них при оптимальному значенні буде понижати критерій питомих приведених затрат.
Розглянемо критерій ефективності функціонування систем, що визначають технічну готовність парку автомобілів. Одним з таких критеріїв є коефіцієнт технічної готовності ![]() . Щодо одиничного автомобіля, то під коефіцієнтом технічної готовності розуміється частка часу, коли автомобіль знаходиться в технічно справному стані при тривалій його експлуатації.
. Щодо одиничного автомобіля, то під коефіцієнтом технічної готовності розуміється частка часу, коли автомобіль знаходиться в технічно справному стані при тривалій його експлуатації.
Коефіцієнт готовності характеризує технічний стан автомобілів. Але він не враховує матеріальних і трудових затрат, що пов'язані з обслуговуванням і ремонтом автомобілів. Тому для вибору оптимального керування при різних варіантах організації систем обслуговування і ремонту недостатньо знати коефіцієнт, що характеризує частку часу перебування автомобіля в неробочому стані. Для розв'язання цих задач необхідні критерії, що враховують вартісні параметри систем.
В загальному вигляді сумарні приведені затрати – це функція вхідних параметрів (кількості в.юимог на обслуговування) і керованих (кількість обслуговувальних ліній, постів, обслуговувальних робітників, виробничої структури і режиму роботи системи).
Типові критерії вибору оптимального рішення
Максимінний критерій Вальда. Відповідно до цього критерію гра з природою ведеться як гра з розумним, причому агресивним, супротивником, що робить усе для того, щоб перешкодити нам досягти успіху. Оптимальною вважається стратегія, при якій гарантується виграш у будь-якому випадку не менший, ніж «нижня ціна гри з природою»:
![]() (5.85)
(5.85)
Якщо керуватися цим критерієм, що уособлює «позицію крайнього песимізму», треба завжди орієнтуватися на гірші умови, знаючи напевно, що «гірше цього не буде». Очевидно такий підхід – «перестрахувальний», природний для того, хто дуже боїться програти, – не є єдино можливим, але як крайній випадок він заслуговує розгляду.
Критерій мінімаксного ризику Севіджа. Цей критерій – теж украй песимістичний, але при виборі оптимальної стратегії радить орієнтувати- ся не на виграш, а на ризик. Вибирається як оптимальна та стратегія, при якій величина ризику в найгірших умовах мінімальна:
![]() (5.86)
(5.86)
Сутність такого підходу в тому, щоб всіляко уникати великого ризику при ухваленні рішення. У змісті «песимізму» критерій Севіджа подібний із критерієм Вальда, але самий «песимізм» тут розуміється по-іншому.
Критерій песимізму-оптимізму Гурвіца. Цей критерій рекомендує при виборі рішення не керуватися ні крайнім песимізмом («завжди розраховуй на гірше!»), ні крайнім, легковажним оптимізмом («може крива вивезе!»). Відповідно до цього критерію вибирається стратегія з умови:
![]() (5.87)
(5.87)
де ![]() – "коефіцієнт песимізму", що вибирається між нулем і одиницею.
– "коефіцієнт песимізму", що вибирається між нулем і одиницею.
При ![]() критерій Гурвіца перетворюється в критерій Вальда; при
критерій Гурвіца перетворюється в критерій Вальда; при ![]() – у критерій "крайнього оптимізму", що рекомендує вибрати ту стратегію, при якій найбільший виграш у рядку максимальний. При
– у критерій "крайнього оптимізму", що рекомендує вибрати ту стратегію, при якій найбільший виграш у рядку максимальний. При ![]() виходить щось середнє між тим і іншим. Коефіцієнт
виходить щось середнє між тим і іншим. Коефіцієнт ![]() вибирається суб’єктивно – чим небезпечніша ситуація, чим більше ми хочемо в ній «підстрахуватися», чим менша наша схильність до ризику, тим ближче до одиниці вибирається
вибирається суб’єктивно – чим небезпечніша ситуація, чим більше ми хочемо в ній «підстрахуватися», чим менша наша схильність до ризику, тим ближче до одиниці вибирається ![]() .
.
При бажанні можна побудувати критерій, аналогічний Н, виходячи не з виграшу, а з ризику, але ми на цьому не будемо зупинятися.
«Що ж, – запитає читач, – вибір критерію – суб’єктивний, вибір коефіцієнта ![]() – теж суб’єктивний, значить і рішення теж приймається суб’єктивно, тобто, грубо кажучи, довільно? Де ж тут наука? Причому тут математика? Може, краще було б просто, без математичних витівок, вибрати рішення за своєю волею?»
– теж суб’єктивний, значить і рішення теж приймається суб’єктивно, тобто, грубо кажучи, довільно? Де ж тут наука? Причому тут математика? Може, краще було б просто, без математичних витівок, вибрати рішення за своєю волею?»
Якоюсь мірою читач правий – вибір рішення в умовах невизначеності завжди умовний, суб'єктивний. І все-таки певною мірою математичні методи корисні і тут. Насамперед, вони дозволяють привести гру з природою до матричної форми, що далеко не завжди буває просто, особливо коли стратегій багато (у наших прикладах їх було дуже мало). Крім того, вони дозволяють замінити просте спостереження матриці виграшів (чи ризиків), від якого, коли матриця велика, може просто «зарябіти» в очах, послідовним чисельним аналізом ситуації з різних точок зору, вислухати рекомендації кожної з них і, нарешті, зупинитися на чомусь певному. Це аналогічно обговоренню питання з різних позицій, а в суперечці, як відомо, народжується істина. Так що не чекайте від теорії рішень остаточних.
Якщо рекомендації, що випливають з різних критеріїв, збігаються – тим краще, виходить, можна сміло вибрати рішення, що рекомендується: воно швидше за все «не підведе».
Приклад
Як критерій оптимальності мийної установки, що розглядалася вище, можна навести такі оцінювальні параметри:
– мінімальні витрати мийної рідини – ![]() ;
;
– мінімальний час миття – ![]() ;
;
– мінімальні додаткові витрати на модернізацію – ![]() ;
;
– мінімальна металоємність вузла –![]() ;
;
– мінімальне електроспоживання вузла – ![]() ;
;
– максимальна загальна економічна ефективність модернізації – ![]() .
.
Як критерій оптимальності модернізації вибираємо, наприклад, оптимізацію значення параметра ![]() . Витрати води повинні бути мінімальні:
. Витрати води повинні бути мінімальні:
![]()
Для того, щоб вибрати раціональний варіант модернізації, необхідно порівняти між собою остаточні значення витрат води, які отримані в кожному модельному варіанті модернізації конструкції.
Варіант 1 – ![]() л/хв.;
л/хв.;
Варіант 2 – ![]() л/хв.;
л/хв.;
Варіант 3 – ![]() л/хв.;
л/хв.;
Варіант 4 – ![]() л/хв.
л/хв.
Умова мінімізації витрат води ![]() вказує нам на найефективніший варіант модернізації – другий.
вказує нам на найефективніший варіант модернізації – другий.
В 2.3.3 «Розробка конструктивних рішень окремого вузла, пристрою» виконуються такі розробки.
1. Розроблення структурної, кінематичної та інших схем
Виконується розроблення відповідно до потреб, які висвітлені в попередніх розділах, схем вузла (обладнання), що модернізується.
Залежно від вимог розробляються:
– обов’язково: структурна та кінематична схеми;
– додатково: гідравлічна, електрична та інші схеми.
2. Кінематичний, силовий розрахунки
Виконуються розрахунки з визначення основних геометричних характеристик вузла (обладнання) відповідно до методик, наведених у базових дисциплінах, що вивчали студенти на попередніх курсах: «Деталі машин», «Теорія машин та механізмів», «Опір матеріалів» та ін.
Приклад. Виконати розрахунок насадок струминної мийної установки.
Основна умова миття на струминних мийних установках – перевищення динамічного тиску рідини над міцніcними властивостями забруднення. Для виконання цієї умови необхідно забезпечити розмивну здатність струменя, що досягається забезпеченням оптимальних параметрів таких величин:
– діаметр насадки ![]() та кількість насадок
та кількість насадок ![]() ;
;
– відстань між насадками ![]() ;
;
– витрати води ![]() ;
;
– перепад тиску на насадці Р.
Вхідні дані для розрахунку вибираються за реальною установкою.
Для видалення частинок забруднення при струминному митті необхідно визначити мінімальний радіус круглого струменя за формулою:
![]() , (5.88)
, (5.88)
де ![]() – діаметр частинок забруднення, що видаляються, м.
– діаметр частинок забруднення, що видаляються, м.
На основі проведених досліджень встановлено, що 80% складу твердої фази елементів забруднення поверхні автомобіля мають розмір ![]() , м. Для розрахунків прийнято:
, м. Для розрахунків прийнято:
![]() , м.
, м.
Швидкість витікання струменя визначається за формулою:
![]() (5.89)
(5.89)
де ![]() – коефіцієнт швидкості. Для конічних та циліндричних насадок
– коефіцієнт швидкості. Для конічних та циліндричних насадок ![]() дорівнює значенню коефіцієнта витікання насадки
дорівнює значенню коефіцієнта витікання насадки ![]() (
(![]() ;
;
Н – напір води, мм вод. ст.;
g – прискорення вільного падіння, дорівнює 9,81м/с2.
Орієнтовні витрати води з одної насадки визначаються за формулою:
![]() (5.90)
(5.90)
де ![]() – коефіцієнт стиснення струменя. Для конічних насадок та циліндричних насадок з конічною частиною
– коефіцієнт стиснення струменя. Для конічних насадок та циліндричних насадок з конічною частиною ![]() .
.
Діаметр насадки, яка проектується, визначається за формулою:
![]() (5.91)
(5.91)
Перепад тиску на насадці визначається за формулою:
![]() (5.92)
(5.92)
де ![]() – кількість насадок, шт.
– кількість насадок, шт.
![]() , (5.93)
, (5.93)
де ![]() – загальна довжина колектора мийного блока, м;
– загальна довжина колектора мийного блока, м;
![]() – крок між насадками, м.
– крок між насадками, м.
Стосовно вантажного автомобіля, за умови забезпечення миття всієї бокової поверхні, загальна довжина колектора визначається за формулою:
![]() , (5.94)
, (5.94)
де ![]() ,
, ![]() – довжина очищувального колектора, відповідно кузов та шасі автомобіля, м.
– довжина очищувального колектора, відповідно кузов та шасі автомобіля, м.
Колектор віддалений від бічної поверхні так: мінімально в середньому на 0,3 м, максимально – на 1,55 м.
Зона очищення ![]() має дві складові, які характеризують якість та ефективність мийного процесу:
має дві складові, які характеризують якість та ефективність мийного процесу:
–![]() – зона очищення гарантованої якості, м;
– зона очищення гарантованої якості, м;
–![]() – зона очищення задовільної чистоти (служить для визначення меж досягнення економічного та ефективного миття, впливає на значення коефіцієнта перекриття струменів
– зона очищення задовільної чистоти (служить для визначення меж досягнення економічного та ефективного миття, впливає на значення коефіцієнта перекриття струменів ![]() та на крок між насадками
та на крок між насадками ![]() , м).
, м).
Це пояснюється тим, що очищена поверхня не має чітких контурів, а має перехідні області. При проектуванні струминних установок важливо знати обидві складові ![]() , тому що оптимальний розмір зони очищення розташовується між
, тому що оптимальний розмір зони очищення розташовується між ![]() та
та ![]() .
.
Визначення ![]() та
та ![]() виконується за експериментально встановленими формулами, які використовуються для практичних інженерних розрахунків при проектуванні установок:
виконується за експериментально встановленими формулами, які використовуються для практичних інженерних розрахунків при проектуванні установок:
![]() (5.95)
(5.95)
![]() . (5.96)
. (5.96)
При цьому ![]() .
.
Відстань між насадками (крок) визначається за формулою:
![]() (5.97)
(5.97)
де ![]() – коефіцієнт перекриття струменів з насадок,
– коефіцієнт перекриття струменів з насадок, ![]() .
.
Після встановлення діаметра насадки, її типу та конфігурації визначається секундна витрата води ![]() :
:
![]() л/с. (5.98)
л/с. (5.98)
Напір води Н приймається на основі рекомендацій довідкових даних.
Витрати води через насадки визначаються за формулою:
![]() (5.99)
(5.99)
де ![]() – коефіцієнт запасу,
– коефіцієнт запасу, ![]()
При наявності переміщення автомобіля зі швидкістю ![]() бажано скористатися формулою:
бажано скористатися формулою:
![]() (5.100)
(5.100)
де а – габарит наближення, м.
Найефективніше очищення поверхні здійснюється при довжині струменя, що визначається за формулою:
 (5.101)
(5.101)
де Е – коефіцієнт динамічної густини;
z – коефіцієнт поверхневого натягу води;
![]() – густина рідини.
– густина рідини.
Після визначення оптимальних параметрів струминної установки розраховується її необхідна продуктивність П. При визначенні П враховується типаж автомобілів, конструктивні та технологічні параметри мийної установки.
 (5.102)
(5.102)
де ![]() – відповідно, висота та довжина автомобіля, м;
– відповідно, висота та довжина автомобіля, м;
![]() – середня довжина автомобілів, що миються, м;
– середня довжина автомобілів, що миються, м;
Кд – коефіцієнт, що враховує динаміку руху колекторів установки, Кд >1 (визначається конструктором при кресленні кінематичної схеми робочих органів установки);
![]() – швидкість пересування автомобіля (конвеєра) відносно робочих органів установки;
– швидкість пересування автомобіля (конвеєра) відносно робочих органів установки;
Хоч – ширина зони очищення струменя, що витікає з однієї насадки, м;
![]() – коефіцієнт рельєфності, який враховує екранування поверхні. Значення
– коефіцієнт рельєфності, який враховує екранування поверхні. Значення ![]() наведені в таблиці 1;
наведені в таблиці 1;
![]() – коефіцієнт, що враховує просвіт автомобіля,
– коефіцієнт, що враховує просвіт автомобіля, ![]() ;
;
а – габарит наближення. Як правило, а = 2 м.
Приклад 2.
Розрахунок номінальної вантажопідйомності стояка автомобільного підйомника, діаметра плунжера.
Підйомник, що розглядається, має два стояки. Навантаження від ваги автомобіля, яке припадає на один стояк, розподіляється близько до того, як розподіляється вага автомобіля по його осях.
Розрахункова формула вантажопідйомності одного стояка має такий вигляд, кН:
![]() (5.103)
(5.103)
де ![]() – коефіцієнт запасу вантажопідйомності;
– коефіцієнт запасу вантажопідйомності;
![]() – маса автомобіля, що припадає на задні осі, кг;
– маса автомобіля, що припадає на задні осі, кг;
g – прискорення вільного падіння, ![]() .
.
Якщо відома вантажопідйомність та тиск робочої рідини, то можна визначити необхідну площу плунжера, а через неї – його діаметр.
Вантажопідйомність плунжера
![]() (5.104)
(5.104)
де ![]() – тиск робочої рідини;
– тиск робочої рідини;
![]() – площа поперечного перерізу плунжера.
– площа поперечного перерізу плунжера.
Якщо у вищенаведеній залежності площу плунжера визначити через його діаметр: ![]() та вирішити її відносно діаметра, тоді одержимо, м:
та вирішити її відносно діаметра, тоді одержимо, м:
![]() . (5.105)
. (5.105)
Коефіцієнт 10 необхідний для переведення тиску, вираженого через МПа, в кПа.
Діаметр округляють до найближчого нормалізованого лінійного розміру; ![]()
Приклад 3. Розрахунок продуктивності насоса та геометричних розмірів шестеренчастого насоса, що обслуговує гідропідйомник.
Продуктивність насоса визначається об’ємом, який звільняють
плунжери підйомника при їх переміщеннях з крайнього нижнього
положення до крайнього верхнього, та часом, за який це переміщення
здійснюється, л/хв:
![]() (5.106)
(5.106)
де т – кількість стояків підйомника;
h – висота піднімання, м;
r – час піднімання, с.
За коефіцієнтом 6·10 переводять м/с у л/хв.
За відомою продуктивністю можна вибрати конкретну модель насоса. Найчастіше використовують шестеренчасті насоси. Конкретні моделі не завжди відповідають висунутим вимогам, тому розраховують необхідні геометричні розміри, а на їх основі розробляють конструкцію насоса.
За вказаним напрямом обертання шестерень з нижньої порожнини насоса масло витісняється, а в верхню засмоктується. Реальна продуктивність насоса відрізняється від геометричної завдяки перетіканню масла з областей підвищеного тиску до областей пониженого:
![]() , (5.107)
, (5.107)
де ![]() – об'ємний коефіцієнт подачі,
– об'ємний коефіцієнт подачі, ![]() .
.
Легко показати, що геометрична продуктивність насоса пов’язана з його геометричними розмірами залежністю, л/хв:
![]() (5.108)
(5.108)
де ![]() – модуль зубця шестерні, мм;
– модуль зубця шестерні, мм;
z – число зубців шестерні;
![]() – частота обертання шестерень, хв-1;
– частота обертання шестерень, хв-1;
![]() – ширина шестерні або довжини зубця, мм.
– ширина шестерні або довжини зубця, мм.
Задавшись частотою обертання шестерні (наприклад, ![]() = 2500 хв-1), можна визначити діаметр початкового кола шестерні за умови, що лінійна швидкість не перевищує V < 8 м/с. Це гарантує відсутність кавітації при роботі насоса, мм:
= 2500 хв-1), можна визначити діаметр початкового кола шестерні за умови, що лінійна швидкість не перевищує V < 8 м/с. Це гарантує відсутність кавітації при роботі насоса, мм:
![]() . (5.109)
. (5.109)
Діаметр шестерні пов'язує між собою число зубців і модуль:
![]() (5.110)
(5.110)
В шестеренчастих насосах використовуються шестерні з числом зубців 8…15 та модулем 2…4. Для нашого випадку шестерня з числом зубців 15 і модулем 4 матиме діаметр початкового кола 60 мм, що відповідає умові V < 8 м/с.
Таким чином, невідомим залишається ширина шестерні, яку можна розрахувати, розв’язавши рівняння (5.108) відносно ![]() :
:
![]()
![]() мм. (5.111)
мм. (5.111)
Вибір модуля, числа зубців та кругової швидкості можна вважати
вдалими, якщо ![]() знаходиться в межах 0,8…1,5.
знаходиться в межах 0,8…1,5.
В 2.3.4 «Особливості монтажу, налагодження, пуску та експлуатації ТОБ» необхідно поглиблено розглянути питання технології монтажу обладнання, під’єднання джерел енергії, послідовності пуску обладнання в роботу, технологічної експлуатації обладнання – порядку роботи з використанням даного обладнання.
Розробки бажано подати у табличній формі технологічної послідовності виконання робіт.
При розробленні 2.3.5 «Розроблення технологічного процесу функціонування обладнання, викладення переліку основних робіт з підтримки обладнання в роботоздатному стані» необхідно розглянути такі питання:
– причини появи та перелік відмов обладнання;
– систему технічного обслуговування та ремонту обладнання;
– класифікацію видів робіт з ТО та ремонту;
– режими ТО, ремонту;
– структуру ремонтних циклів та періодів та виконати розрахунок режимів ТО та ПР: періодичність виконання робіт, трудомісткість, витрати запасних частин; визначити категорії складності ремонту, нормативи ремонтоскладності; розрахувати необхідну чисельність ремонтних робітників; дослідити метрологічні умови та технологію метрологічних перевірок.
Надається класифікація допоміжного обладнання, що використовується для обслуговування та ремонту ТОБ ПАТ.
Розробляється технологічна документація: операційні, маршрутні карти, відомості забезпечення, карти дефектації виконання окремих видів робіт з ТО, ремонту обладнання.
Оцінювання виконаних розробок за конструктивно-технологічними параметрами виконується на основі розрахунку рівня та ступеня механізації робіт по окремих зонах, дільницях та для підприємства в цілому, виконується розрахунок комплексних та окремих показників механізації робіт для окремої дільниці.
Базою для визначення цих показників є спільний аналіз операцій технологічних процесів і обладнання, що використовуються при виконанні цих операцій.
Рівень механізації виробничих процесів виявляє частку механізованої праці в загальних трудовитратах.
Ступінь механізації виробничих процесів виявляє заміщення робочих функцій людини, що реально виконуються обладнанням порівняно з повністю автоматизованими технологічними процесами.
![]()
![]()
![]()