Практичне заняття № 6
Напівавтоматичні установки на базі ІВПМ
Формоутворення є проміжним етапом технологічного процесу виробництва виробів з порошкових матеріалів (див. рис. 2.1), який можна розглядати як сукупність мінімум трьох основних операцій: дозованого завантаження порошкового матеріалу в прес-форму, віброударного пресування та витягання заготовки з прес-форми. Додатково в процесі формоутворення можуть бути передбачені операції змащення стінок прес-форми, розрівнювання порошкового матеріалу тощо.
Прес-форма на робочому столі ІВПМ може займати стаціонарне положення або встановлюватися тільки для виконання операції ВУП. Положення прес-форми визначається положенням її матриці, оскільки пуансон жорстко кріпиться на рухомій поперечині ІВПМ.
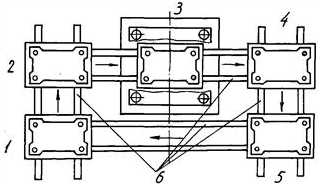
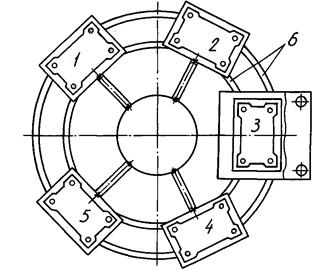
Для успішного вирішення задач автоматизації виробничої ділянки для реалізації технологічних процесів формоутворення заготовок виробів з непластичних порошкових матеріалів необхідно забезпечити певну послідовність виконання їх основних операцій. Для стаціонарного встановлення прес-форми необхідна послідовність та взаємозв’язок технологічних операцій реально можуть бути забезпечені за допомогою робота-маніпулятора, проте продуктивність процесу формоутворення в цьому випадку значно нижча, ніж в разі періодичної (рис. 6.1) подачі прес-форми в робочу зону ІВПМ (позиція 3), коли операції змащення прес-форми (5), дозованого завантаження (1), розрівнювання порошкового матеріалу (2) та витягання заготовки (5) виконуються поза робочою зоною на відповідних позиціях, де встановлено необхідне обладнання. Потрібна послідовність та взаємозв'язок виконуваних на такій ділянці операцій досягається за допомогою пристроїв транспортування, конструктивне виконання яких залежить від конструкції станини ІВПМ ("П"- або "С-подібна"). Базовою поверхнею для транспортування може служити основа матриці, в якій передбачені отвори під штифти для забезпечення фіксації на відповідних операціях. Умовна продуктивність ділянки забезпечується заданою послідовністю виконання операцій і визначається часом операції, що лімітує наприклад, операції ВУП.
Структурна схема ділянки з послідовним коловим післяопераційним переміщенням матриці (рис. 6.1, б) реалізована у вигляді карусельної п'ятипозиційної напівавтоматичної установки, створеної на базі ІВПМ-10 з С-подібною зварною станиною і призначена для виробництва заготовок виробів з вогнетривких порошкових матеріалів [156, 244] на Городницькому фарфоровому заводі.
a)
б)
Рисунок 6.1 – Схеми послідовного виконання операцій формоутворення при періодичній подачі прес-форми в робочу зону
На рисунку 6.2 показаний вигляд установки зверху. Вона містить: дозуючий завантажувальний автоматичний пристрій 1 з циферблатним покажчиком маси навішування та механізмом скидання; пристрій розрівнювання 2 з пневмоприводом каретки; вібропрес 3 (ІВПМ-10) з індивідуальною насосною станцією; пристрій 4 для знімання з пневмоприводом; пристрій змащення 5 стінок матриці прес-форми з поролоновими валиками та резервуаром для мастила.
Вищевказані пристрої, за винятком ІВПМ, монтуються на загальній зварній рамі 6, що облицьована звукопоглинальним пластиком. ІВПМ встановлюється на віброізольованому фундаменті і не має жорстких зв'язків з рамою установки. Матриці прес-форм встановлюються і фіксуються в гніздах круглого карусельного столу 7, що періодично провертається на центральному валу 8 установки на 72º за допомогою мальтійського механізму 10 з трироликовим поводком 11. На валу повідка 11 на обгінній муфті посаджена шестерня (на схемі не показана), з якою в зачеплення входить зубчата рейка, закріплена на штоку основного пневмоциліндра 9. Робочий хід останнього забезпечує переміщення матриць прес-форми з однієї позиції до іншої, тоді як холостий хід пневмоциліндра відбувається під час здійснення технологічних операцій. Керування послідовністю виконання операцій здійснюється за допомогою кінцевих вимикачів привідних електродвигунів та перемикання електромагнітів золотникових розподільників гідро- і пневмосистем. Реалізується керування таким чином. Орієнтування столу з прес-формами у момент завершення його повороту на кут 72º в заданому положенні відносно робочих позицій установки забезпечує фіксуючий пристрій з пневмоприводом. В разі його спрацьовування перемикаються відповідні розподільники приводів на здійснення заданих операцій. Перемикання розподільників в початкове положення відбувається автоматично у момент завершення операції на кожній позиції, а подальше повторення циклу здійснюється після завершення найтривалішої операції, якою, звичайно, є ВУП та перемикання розподільника головного пневмоцилиндра у позицію для здійснення робочого ходу.
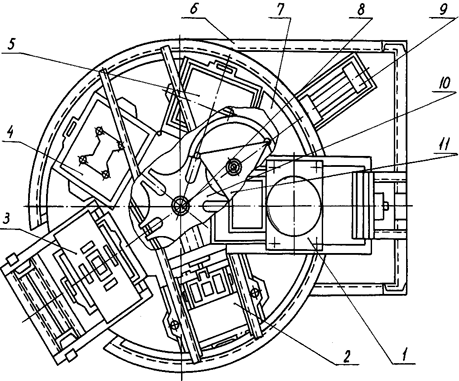
Рисунок 6.2 – Загальний вигляд зверху напівавтоматичної пятипозиційної карусельної установки для виробництва плит на Городницькому фарфоровому заводі
ІВПМ-10, на базі якого розроблена напівавтоматична карусельна установка додатково оснащений (рис. 6.3) гідроприводом 1 установочних переміщень робочого столу 2 [37], що забезпечує витягання з гнізда карусельного столу матриці 3 прес-форми і встановлення її на робочому столі перед початком операції ВУП, а також створює під нижнім торцем двоступінчастого плунжера 4 замкнений об'єм рідини А, що амортизує. Робочий стіл закріплений на рухомому корпусі гідроциліндра 5, що підпружинений відносно плунжера 4. До напірної магістралі гідроциліндра 5 підключений ГІП.
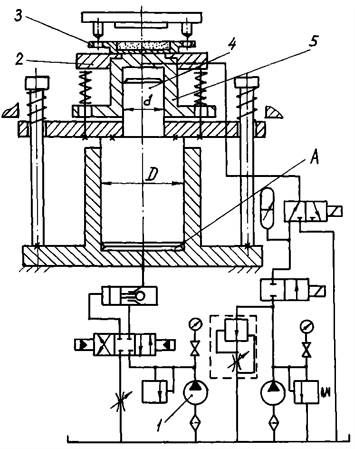
Рисунок 6.3 – Принципова схема ГІП ІВПМ карусельної установки
Фотографія карусельної напівавтоматичної установки на базі ІВПМ-10 показана на рис. 6.4.
Рисунок 6.4 – Фотографія загального вигляду карусельної установки на базі ІВПМ-10
 Назад
Назад Зміст
Зміст Вперед
Вперед